VIEW THE ONLINE EDITION
Profile
High-Tech Contract Decorating at Emerald Corporation
Show Preview
2012 SGIA Expo Show Preview
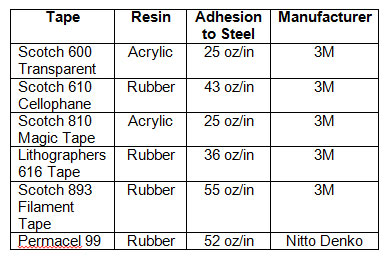
Ask the Expert
Plastics Surface Energy Wetting Test Methods
Technology
Scratch-resistant in One Step
Association
Letter from the Chair
TopCon Rolls Through Indy
Digital Decorating Webinar Scheduled for August 28
Assembly
Ultrasonic Welding: The Need for Speed Control
Management
How to Close Sales that are Over the Budget
February 12-14
PLASTEC West, Anaheim Convention Center, Anaheim, CA, www.plastecwest.com
March 19
Plastics Crossroads Summit,
Sheraton Hotel, Anaheim, CA, www.rjginc.com/plasticscrossroads
March 20-21
PLASTEC South, Orange County Convention Center, Orlando, FL, www.plastecsouth.com
April 8
AWA DecTec USA, Orange County Convention Center, Orlando, FL, www.awa-bv.com
April 22-24
SPE ANTEC® 2013, Duke Energy Convention Center, Cincinnati, OH, www.antec.ws
June 18-20
HBA, June 18-20, Jacob K. Javits Convention Center, New York City, NY, www.hbaexpo.com
June 18-20
PLASTEC East, , Pennsylvania Convention Center, Philadelphia, PA, www.plasteceast.com
Copyright 2010 Peterson Publications, Inc.
Plastics Decorating Magazine
2150 SW Westport Dr., Suite 101
Topeka, KS 66614
(785) 271-5801Â Fax (785) 271-6404
|