 |
LATEST ISSUE Profile Show Preview Ask the Expert Technology Association Assembly Management CALENDAR February 12-14 March 19 March 20-21 April 8 April 22-24 June 18-20 June 18-20
For Email Marketing you can trust
Copyright 2010 Peterson Publications, Inc.
|
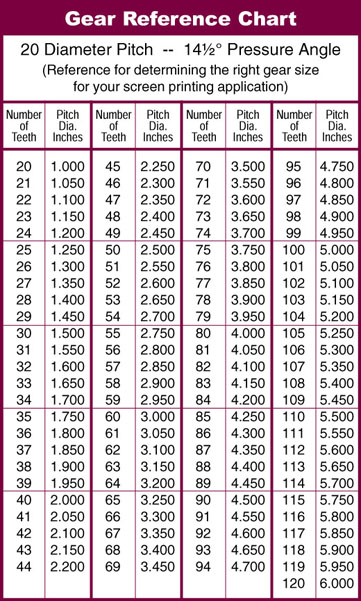
Tooling for Screen Printing Plastic Containers by Jeff Peterson Decorating Workshop July-August2000 You can purchase the most state-of-the-art, fast screen printing machine on the market, but unless you have invested in quality tooling and fixturing, it can be all for not. The proper tooling is vital to proper registration and to help keep your machine running at efficient speeds. One of the most common and most important tooling assemblies for semi-automatic and automatic screen printing machines is the multi-color backchuck or just ‘chuck.’ It provides two main functions for screen printing cylindrical containers in register. The outer shell of the chuck mounts to a bearing/pulley and will normally spin with a motor counterclockwise. It is usually made of aluminum, nylon, or sometimes steel and is carved out on a lathe to precisely fit the base radius of the bottle. It must only be slightly larger than the bottle so it will not touch the screen that is positioned "off contact" for applying the inks. The inside of the chuck contains the insert with a spring loaded register pin mounted to it. The pin is on the same radius as the bottle lug or register notch. The insert rotates clockwise during printing through the gear and print shaft. When the nosecone or counterpoint drives the bottle into the chuck, the outer shell spins it counterclockwise into the pin before it begins to turn the bottle clockwise for printing. Many registration problems occur as a result of the bottle not contacting the pin during the one clockwise revolution of the print cycle. Many automatic machines will have another chuck assembly prior to the print station. This pre-register station is used to minimize the counterclockwise rotation time at the print station by bringing the bottle from a random position on the machine to a known register position. This allows more time for printing and higher machine speeds. As you can see, the chuck has two very important functions. It is vital that care is taken in checking the proper fit of the bottle into the shell and proper positioning of the pin and insert. If the chuck is too loose, it will allow the bottle to drift, which, in turn, will cause the print copy to drift or be incomplete. Chucks that are too tight will cause the bottle to wedge in the chuck, resulting in a machine crash. It is also important to remember that bottles made from numerous cavity molds may fluctuate in size anywhere from 0.005" to 0.015" in exterior diameter. Fluctuations should be accounted for when machining the tooling. Another important aspect of tooling for bottle printing that is often overlooked is the proper gear selection. When screen printing cylindrical, conical, and elliptical objects, a stock change gear is often used to synchronize the object’s rotation in register with the screen. Most bottle printing machines use standard U.S. change gears. 20 diametral pitch, 14 ½ degree pressure angle gears are available in one twentieth of an inch increments from 1" diameter to 6" diameter. Smaller and larger pitch gears are also available for print diameters out of this range. When printing cylindrical and tapered objects, measure the diameter of the object under inflation pressure in the center of the print height with a caliper. Take this print diameter in inches and multiply by 20 to find the number of teeth the above standard change gear should have. If you don’t want to go through all that, use the Gear Reference Chart we have displayed in this article. In Europe and Asia, the standard for gears is 1.0 module pitch, 20 degree pressure angle. Calculating metric gears is an easier formula. A 40 mm diameter cylinder container would require a 40 tooth gear. For ovals, it would be the radius in millimeter times two. Remember, do not use the outside diameter of the gear for reference because the pitch diameter is smaller. It is recommended to round down to the smaller size if the result falls between two gear sizes as it normally does. There are no half tooth gears. The slightly smaller gear will maintain better register and will slightly stretch the print length by turning the object faster than the screen. This technique will ensure that the register pin or fixture will be turning the object during print and not the friction of the horizontal movement of the screen. On the whole, the design and construction of tooling used with screen printing equipment can be more of an art than a science. Different bottles, jars, pails, tubes, and drums, etc. are limitless in configurations and types of plastic. For this reason, it is extremely important to choose the right partner to manufacture your screen printing tooling - someone who understands your machine and knows how to "make it work". Your tooling partner is usually your machine manufacturer, a company specializing in bottle tooling, or a local machine shop. Of course, the fourth way of having your tooling supplied is to manufacture it yourself. This can work well if you have the right equipment and machinist who is properly trained. This is usually only a feasible option for very large bottle printing operations. Whatever choice you make, quality and consistent parts with sufficient delivery should be your main concern – not price. Any money you save on the tooling itself will be lost in rejects and production speeds if it is not prepared correctly. It is advised to try two or three of the options above before making a final decision on your tooling supplier. Look at it very carefully. It may be the most important choice you make regarding your screen printing supplies and accessories. Plastics Decorating would like to thank Henry Newman of H.L. Newman Equipment Co., Inc. (847-831-0220), and Jeff McIntyre of S.M. Graphics Manufacturing, Inc. - a division of Graphics International Group (905-471-7780) for their assistance with this article. |
|||||||||||||||


{kind=link}