|
Plastics Industry Reacts to NPE2012 Move to Orlando
 Now that the plastics industry knows that the new home
for NPE - The International Plastics Showcase in 2012 and 2015 will be the
Orange County Convention Center in Orlando, Fla., industry veterans are weighing in on
the decision: “Although we will miss exhibiting in Chicago, we are looking
forward to NPE2012 in Orlando,” said Laura Baumann, marketing manager for ITW
United Silicone, based in Lancaster, N.Y. “We have seen growth over the last few
years from our Latin and South American customer base and are hoping that
Florida will draw additional attendees to NPE from these areas. However, it will
be interesting to see if attendees from the Midwest, who typically visit
Chicago, will make the trip to Florida. Some of our largest accounts are in the
Midwest region, and we are hoping they will still attend the show.” Now that the plastics industry knows that the new home
for NPE - The International Plastics Showcase in 2012 and 2015 will be the
Orange County Convention Center in Orlando, Fla., industry veterans are weighing in on
the decision: “Although we will miss exhibiting in Chicago, we are looking
forward to NPE2012 in Orlando,” said Laura Baumann, marketing manager for ITW
United Silicone, based in Lancaster, N.Y. “We have seen growth over the last few
years from our Latin and South American customer base and are hoping that
Florida will draw additional attendees to NPE from these areas. However, it will
be interesting to see if attendees from the Midwest, who typically visit
Chicago, will make the trip to Florida. Some of our largest accounts are in the
Midwest region, and we are hoping they will still attend the show.”
Sigi Knappik, new business development manager for ITW Trans Tech of Carol
Stream, Ill., pointed to additional positives that the new venue provides. “We
look forward to Orlando offering an environment for greater flexibility without
the extra costs associated with Chicago,” he said.
While NPE has taken place at Chicago’s McCormick Place since 1971, SPI member
companies – steered by the SPI National Board and NPE Committees – conducted a
detailed analysis of the Chicago and Orlando venues and determined that Orlando
and the Orange County Convention Center will significantly reduce expenses for
exhibitors and attendees, including an average savings of 48 percent on
utilities for booths, 19 percent on exhibitors’ on-site hauling and rigging
services, 23 percent on lodging, and 11 percent on travel.
“After carrying out due diligence with an independent review of the bids on
possible venues for NPE2012, the NPE Executive Committee determined that by
moving the show to Orlando, SPI could save the plastics industry up to $20
million,” said James Buonomo, chairman of the SPI Board and CFO of Nypro, Inc.
Jim Murphy, vice chairman of NPE2012 and president of Davis-Standard, added that
exhibitors and attendees will notice other savings as well: “In our comparative
study of venues for NPE, Orlando demonstrated a greater range in pricing than
Chicago for hotels and restaurants and lower costs for incidental expenses like
cabs to and from the airport and convention center parking.”
The NPE2012 international plastics exposition will take place April 1-5, 2012.
For more information visit www.plasticsindustry.org or
www.npe.org.
SPE Decorating & Assembly Division in Strong Force in 2010
The SPE Decorating & Assembly Division plans a strong presence at two
industry-specific events in 2010: SPE Antec 2010, May 16-20, and TopCon 2010,
June 15-16.
The Society of Plastics Engineers (SPE) will hold SPE Antec 2010 in Orlando,
Fla., at the Marriott Resort and Convention Center, with the SPE Decorating &
Assembly Division presenting 12 papers devoted to the latest technological
advancements in the fields of plastics decoration/assembly. Some of the topics
to be covered include recent developments in prototype tooling benefits and
in-mold decorating methods, advancements in structural bonding of plastics, and
the latest in laser marking/laser welding, water transfer printing, surface
treatment, assembly adhesives, and more. Attendees will have further opportunity
to talk with industry experts at Antec’s three-day trade exhibition running May
17-19.
“Even with the downturn in the manufacturing sector the last few years,
suppliers are continually looking at ways to advance and improve processes,”
said Antec Committee Chair, SPE Decorating & Assembly Division, Mike Haws (CG Automation & Fixture). “As we continue
to see a trend in the move of plastics business back to the U.S., staying in
tune with technological advancements becomes ever more important. Antec 2010
will have information that should help improve everyone’s product lines.”
The 2010 SPE Decorating & Assembly Division Topical Conference (TopCon) will
take place in Nashville, Tenn., at the Franklin Marriott Cool Springs hotel.
Papers on the newest innovations in plastics decorating and assembly are being
developed, covering the latest on surface treatment technologies, sustainable
decorating methods, the newest developments in in-mold decorating/labeling
techniques, alternatives for chrome plating, digital inkjet, welding of
bio-plastics, using microscopy to evaluate ultrasonic welding results, as well
as recent advancements in electromagnetic welding, and much more.
New for TopCon 2010, special focus breakout sessions will feature programming
solely devoted to technological developments in assembly processes. “We believe
that this will be our strongest program yet,” stated Topcon Committee Chair Jeff
Peterson (Plastics Decorating Magazine). “We are excited about the line-up of
papers, as well as the conference destination located in Nashville – a wonderful
location that is still close as far as travel purposes for many attendees.”
TopCon attendees also will have the opportunity to learn about the latest
products and services available to the plastics industry in a special Supplier
Trade Fair held the first day/evening of the conference.
For information on Antec 2010, including registration and hotel information,
visit www.4spe.org. Look for updates on TopCon programming and registration
information at www.plasticsdecorating.com.
Q&A: Foil Stamping/Heat Transfer
By Neil Meador, Permadur
Q: When is a heat transfer a better choice than direct foil stamping?
Even though the application methods are almost identical, there are two main
technical differences between hot stamping and heat transfer that govern cost
and suitability of purpose. The image on a heat transfer label is not created at
the point of application. Heat transfer is an indirect printing process. The
clarity and definition of the image is established when the label is made, not
when it is applied. In the case of hot stamping, the die defines the image when
it strikes the part. If the die contact is too hard, too hot, or dwell time is
too long, the image quality will suffer, edges will be ragged, and the print
will have an overly broad appearance. Likewise, inadequate heat and pressure can
cause an image that is lighter and finer than it should be.
For most single-color and simple two-color designs, direct hot stamping is still
the least expensive method. An exception is if fine graphics are needed and the
parts are known to have sinks, warps, or other defects, since these will cause
print quality problems for direct hot stamping – problems that a heat transfer
label may be able to compensate for while still maintaining acceptable quality.
Q: How do I get rid of ‘rainbows’ and ‘blushing’ in bright metallic hot stamping
jobs?
In all methods of hot stamping, the foil should be laying on the surface to be
printed prior to the die contacting the foil. Even though it may appear that the
die presses the foil against the part, it is really the foil guide bars that
must do this. The placing of the foil onto the part prior to die contact and the
subsequent stripping of the foil after die contact is usually referred to as the
‘drape’ of the foil. If the foil contacts the die or even gets too close to the
die before it is in intimate contact with the part, the foil will blush and
rainbow. The foil must be in contact with the part and then pressed between the
hot die and the part to allow the heat to transfer through the foil to the part.
If the foil alone contacts the die, the heat of the die will cause uncontrolled
distortion of the foil. This causes the bright metallic layer to fracture on a
microscopic scale, often accompanied by creases and wrinkles. This condition is
eliminated by proper position of the foil guide bars and foil advance timing so
that the guide bars stretch the foil over the surface to be stamped before the
die contacts the part – it’s all in the drape.
Neil Meador started his career in decorating as a process engineer for a large
U.S. contract decorator. His first U.S. patents were granted in 1985 and were
embodied in the first commercial multi-axis, servo-controlled decorating
machines ever sold. European and Japanese patents also were granted. Currently,
he is the manager of Permadur Industries Machinery and Controls Division and is
widely recognized as one of the leading authorities on hot stamping/heat
transfer decorating methods and techniques combined with electronic
servo-controlled motion. For more information on Permadur Industries, Inc.,
visit www.permadur.com.
|
The Latest
Register for Plastec
West
Dukane Introduces Servo-Controlled
Ultrasonic Welder
 Dukane Corp.’s Ultrasonics Division, St. Charles, Ill., has introduced a
servo-controlled ultrasonic welding system for medical applications and
other high-value components. The novel iQ servo-controlled welder is
based on the company’s new Melt Match technology, which delivers greater
repeatability, stronger welds, easier validation calibration, and lower
manufacturing cost v. standard pneumatic welders. For more information,
call (630) 797-4902 or visit www.dukane.com/us. Dukane Corp.’s Ultrasonics Division, St. Charles, Ill., has introduced a
servo-controlled ultrasonic welding system for medical applications and
other high-value components. The novel iQ servo-controlled welder is
based on the company’s new Melt Match technology, which delivers greater
repeatability, stronger welds, easier validation calibration, and lower
manufacturing cost v. standard pneumatic welders. For more information,
call (630) 797-4902 or visit www.dukane.com/us.
Bayer Presents Cold-Formable Chrome-Effect
Film
Bayer MaterialScience LLC, New Orleans, La., now offers Makrofol® 3D
metallic FG film that eliminates the need for electroplating. The
chrome-colored polycarbonate film provides an alternative to the
traditional screenprinted mirror finish for films and the electroplating
of plastic moldings. The Makrofol film can be cold-formed in a
high-pressure forming process without losing its metallic gloss and can
be overmolded and back-injected and printed on both sides with good
graphic quality. For more information, call (412) 777-3983 or visit
www.bayermaterialsciencenafta.com.
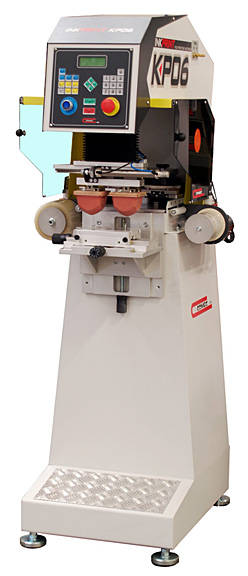
Pad Print Machinery Offers New KP06 Design
 Pad Print Machinery of Vermont, East Dorset, Vt., has introduced the KP
series of the XP 06 one- and two-color pad printing systems. The KP06
offers a fixed cup/moving cliché with a moving pad, allowing
feeding/loading without concern for the pad vertical position. The new
machine can stop with the pad over the cliché area, leaving the loading
and fixture area clear. With zero vibration or stress, the unit will
produce 2,000 cycles per hour under most conditions; in two-color mode,
the KP06 commonly produces 1,700 cycles per hour. For more information,
visit www.padprintmachinery.com or call (800) 272-7764. Pad Print Machinery of Vermont, East Dorset, Vt., has introduced the KP
series of the XP 06 one- and two-color pad printing systems. The KP06
offers a fixed cup/moving cliché with a moving pad, allowing
feeding/loading without concern for the pad vertical position. The new
machine can stop with the pad over the cliché area, leaving the loading
and fixture area clear. With zero vibration or stress, the unit will
produce 2,000 cycles per hour under most conditions; in two-color mode,
the KP06 commonly produces 1,700 cycles per hour. For more information,
visit www.padprintmachinery.com or call (800) 272-7764.
|