Plastic Assembly Trends: Utilizing Infrared Energy
By Kyle Harvey
Extol, Inc.

The InfraWeld® process uses infrared energy to bond a transparent or translucent material to a compatible opaque material with through-transmission welding.
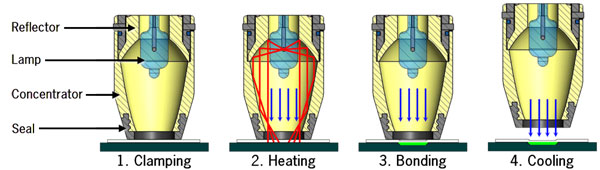
The typical InfraWeld process consists of the clamping, heating, bonding and cooling phases.
As plastic assembly demands and designs continue to evolve, engineers continue to refine plastics joining technologies. The process of utilizing infrared (IR) energy to join plastics certainly falls into that category. Extols InfraStake® technology led the trend of infrared energy in plastic assembly many years ago by applying IR energy in a compact module to stake or form a molded plastic boss or stud. More recently, numerous manufacturers have implemented IR energy for use in "non-contact" welding as an alternative to conventional hot-plate welding. Laser welding – a relatively new trend in plastics joining and a popular process for technical discussions – accounted for three of the nine presentations related to plastic assembly technology at last Junes SPE – Decorating and Assembly Topical Conference.
In the process of laser welding, infrared energy is used to bond a transparent or translucent material to a compatible opaque material with through-transmission welding. Recent material advancements also have been made to allow a material that appears to be opaque to the eye to be translucent to light at infrared wavelengths. Other advancements in long wavelength lasers have allowed two transparent materials to be welded together.
An extension of using light energy in plastic assembly is the InfraWeld® process. Like the laser welding process, the InfraWeld process uses infrared energy to bond a transparent or translucent material to a compatible opaque material with through-transmission welding. However, the InfraWeld process differs from laser welding in that lasers produce energy intensely focused on a fine point; conversely, the InfraWeld process heats a focal area with less intense energy. Laser welding applications are typically full perimeter welds for hermetic seal specified assemblies. InfraWeld is better suited for linear area bonding, spot-welding applications and unique full circumference bonding of medical tubing components. These performance differences offer a complimentary set of light energy technologies for plastics joining applications.
The typical process consists of the clamping, heating, bonding and cooling phases. In the clamping phase, the module extends to securely clamp the components together. The clamp force is directly applied by the concentrator, securing two flat surfaces together precisely at the bond location. In the heating phase, a 100W tungsten-halogen lamp emits both visible light and invisible, infrared light. The work is performed by the emission of infrared light, which is focused at the desired bond location by the concentrator and reflector. As the surfaces are heated to a semi-molten state, pressurized air inside of the sealed module forces the molten material together, assuring bonding. Lastly, the module partially retracts to apply cooling air over the molten material until it re-solidifies, producing bonded components that can be handled immediately. Typical InfraWeld process cycle times are 10-25 seconds.