The Fundamentals of Flame Treatment
by Scott Sabreen
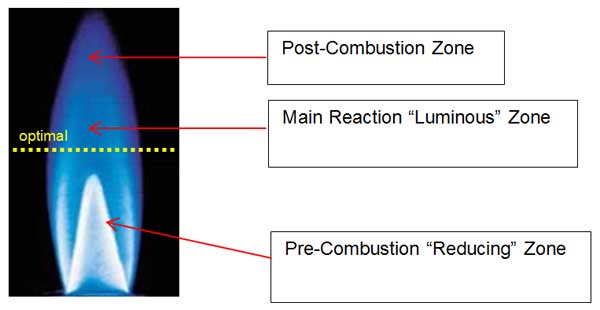
Figure 1: A laminar flame profile.

Figure 2: A four port ribbon burner stack.

Figure 3: A typical ribbon burner.
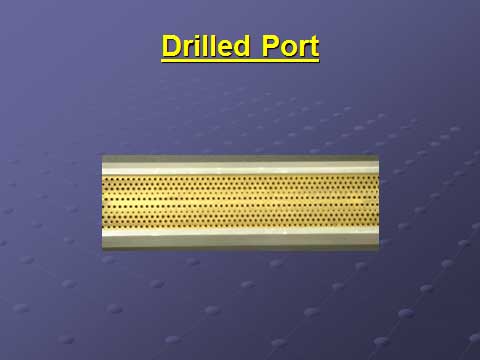
Figure 4: A drilled port burner.
Flame plasma treatment is a safe and established pretreatment process to improve wettability and adhesion of plastics. For decades, flame treating has been a powerful technique for enhancing the surface attributes of thin packaging web films. However, its broad usage for pretreating 3D products has not been completely realized for several reasons, including a general lack of familiarity of combustion principles, a greater number of process control parameters compared to alternative methods and misnomers regarding safety. Lets examine the basic fundamentals of flame treatment.
It is well documented that flame treatment of many polymers, including polyolefins, demonstrates higher surface wettability and extended shelf-life stability than similarly treated by corona electrical discharge. Comparatively, ESCA analysis shows that chemical functionality (oxidation) of flame treating occurs closer to the substrate surface (5-10nm). Also, flame treating – unlike corona discharge – does not produce ozone and thereby does not require ozone removal systems.
The mechanism of flame treatment is the controlled combustion of a hydrocarbon fuel to generate the flame plasma. Premixed laminar flames produce an exothermic reaction. At stoichiometric combustion there is no excess oxygen or fuel. The stoichiometric ratio is approximately 10:1 for natural gas and 24:1 for Propane. A laminar flame is a mixture of a fuel and an oxidizer thoroughly mixed before combustion. Within the flame profile there are three main zones. Each zone has different temperature gradients and chemical reactive species. Reference Figure 1.
The pre-combustion zone is the coldest region in the flame where the premixed unburned gases have not reached the explosion condition. It is also known as the "Reducing" Zone. This is an ineffective and unimportant region for surface activation purposes since it does not contribute to the oxidation of the plastic substrate.
The main mixed reaction zone or "Luminous" Zone is the hottest flame region where temperature of the combustion system reaches approximately 1,700 degrees Celsius for natural gas and 1,900 to 2,000 degrees Celsius for propane-based mixtures. In this zone, free radical reactive species content (including Hydroxyl, Carbonyl, Carboxyl, Ether and Ester) increases dramatically to the detriment of the reactant concentration. The high concentration of radical species makes this region strongly oxidizing, in contrast to the reducing zone.
The color of this zone depends on the fuel/air ratio. A deep bluish violet radiation is produced when the mixture is gas-lean (due to excited CH radicals). A green radiation appears when the mixture is gas-rich (due to excited C2 molecules). When the gas in the mixture increases further, the radiation turns yellowish because of the carbon particles formed. Ideal flame chemistry is that which provides for an Oxygen concentration in the flame plasma that is, after the combustion reaction, of 0.1 to 0.5 percent. The optimal treatment distance (position) of the substrate from the flame (just above the pre-combustion reducing zone) is typically between 1/4 to 1/2 inches. Reference the yellow dotted line in Figure 1. The surface to be treated should never come in contact with, or below, the reducing zone (sub-stoichiometric) of the flame.
The post-combustion zone is the largest of the three regions in a laminar flame profile. The temperature remains high due to the exothermic oxidation reaction (partial or complete) of CO into CO2, with a release of heat. This zone is characterized as intermediate, between the Reducing and Luminous Zones, in terms of temperature and oxygen radical concentration. The high-temperature burned gases generally present a reddish color, given by water vapor and carbon dioxide (combustion products with hydrocarbon combustibles) radiation.
The observation of the color of the flame is an empirical tool widely used by technicians of flame treatment systems to maintain the correct mixture composition during the process. However this is subjective. The use of a plasma analyzer can ensure that the preset optimum air/fuel ratio is constantly maintained regardless of changes in temperature, humidity or gas composition.
Proper selection of a burner is critical to the uniformity and totality of treatment. Product design, geometry and polymer substrate also are important factors. Two types of burners are used for flame treating. Ribbon burners consist of a series of crimped stainless steel ribbons inserted into brass, stainless steel, mild steel and cast iron. The number of ribbons, the crimp pattern and number of burner ports and other ribbon pattern design features depend on the application. Figure 2 shows a standard capacity four port (row) ribbon pattern. Figure 3 shows a typical ribbon burner schematic.
The second type of burner is the drilled port. Figure 4 shows a CNC drilled port brass inserted in an aluminum body. Drilled port burners are also manufactured in stainless steel and aluminum.
Dwell time is an important process factor in optimizing the surface treatment chemical functionality. The part must be in contact with the flame plasma for sufficient time for the reaction kinetics to be maximized. Brief contact time is controlled by how fast the part is passed through the flame and is dependent on burner width, plasma output and type of resin. For example, polypropylenes may require different dwell time than polyethylenes. Over-treatment can result in artificially high surface energy wetting test results (using dyne solutions) leading to adhesion or delamination product field failures.
Flame pretreatment is a proven high-speed, safe process for achieving robust adhesion bonding. It is well suited for treating large surface areas that have modest contours and/or recesses. Unlike other atmospheric pretreatment methods, flaming removes most surface debris and some hydrocarbon contaminates. Optimal results are achieved through proper control of flame chemistry, treatment distance and dwell time.
Scott Sabreen is the founder and president of The Sabreen Group, Inc., a plastics engineering consulting firm. He is a board member for the Society of Plastics Engineers Decorating/Assembly Division, technical editor for Plastics Decorating and expert engineer for Omnexus/SpecialChem, Intota-Guideline and Nerac. Sabreen may be reached via email at [email protected].