Decorative Waterborne Coatings for Plastics
by Scott Sabreen
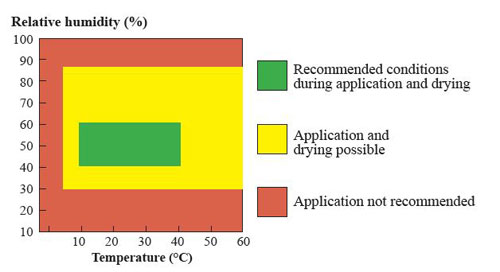
Figure 1: It is important to maintain tightly controlled temperature, humidity and ventilation during the application of waterborne coatings. This image shows temperature and humity process guidelines.
Decorative waterborne coatings are environmentally friendly and provide exceptional appearance and functionality. For many applications, waterborne chemistries offer equal to or better cosmetic and physical performance properties than solventborne. The advantages of waterborne coatings includes high-gloss retention, scratch-resistance, high dry film thickness and ease-of-use.
High-performance waterborne coatings are available in different curing mechanisms, including evaporation, oven bake and UV-curable. Most coatings that qualify as waterborne coatings contain some organic co-solvents in the fluidizing media. These tend to be low-molecular weight polar ketones, alcohols and esters. Typical chemical composition is approximately 50-percent water, 45-percent solids and 5-percent co-solvents (can range from 2-20 percent of the fluidizing medium). Conversely, with solventborne coatings the fluidizing medium is an organic solvent or blend of organic solvents such as MEK, MIBK, xylene, toluene, etc. All of the various spray and dip coating methods can be utilized, including air atomization, HVLP, airless and air-assisted airless. This gives waterborne processes an advantage over high-solid paints that cannot be dip coated, due to their higher viscosities. Spray guns are easily cleaned with water or water-based solutions rather than paint thinner or acetone.
Single-component air dry coatings
For drying single-component waterborne coatings, the water and co-solvents are removed from the surface of the paint coating via evaporation (physical drying or baking, without chemical cross-linking). The water below the surface migrates to the surface at a speed based upon the rate of diffusion of the coating. This process continues until all of the water has risen to the surface and is evaporated. The time in which the water is evaporated and the coating is dry is based upon the amount of water to be removed (i.e. thickness of coating and percent of water in the paint) and the evaporation rate. The evaporation rate is dependent upon the vapor pressure difference between the water in the coating and the air being circulated over the surface of the part. The vapor pressure difference is a function of the humidity ratio (i.e. temperature and relative humidity of the circulating air) and to a smaller degree, the velocity of the air across the substrate.
Proper curing and drying
Curing time for waterborne coatings is much longer than the solventborne counterparts. Adequate flash-off time between the spray booth and oven is necessary when force drying or baking the coating, otherwise solvent popping may result. It is also necessary to ensure that the surface temperature of the part is greater than the dew point to prevent condensation from forming. While this is generally not a problem during warmer months, it can be a concern during colder months. Warmer weather, when the humidity is high, can extend flash-off and dry times. If the humidity is high, the water vapor released during drying has no place to go, and the film will not cure. By providing moderate air flow and increased temperature, a continuous supply of fresh air can be provided to the coating to give the air more capacity to hold moisture. All water must be removed from the coating before parts are exposed to freezing temperatures. Failure to do so may result in a loss of adhesion, as the remaining water will expand upon freezing. A common mistake when curing waterborne problems is the tendency to increase temperature and airflow velocity. In actuality, re-circulating "humid" air during curing decreases vapor pressure differential and increases cure time.
It is important to maintain tightly controlled temperature, humidity and ventilation during the application of waterborne coatings. Reference Figure 1. Ideal conditions (highlighted in green) for "Spraying" operations are 40-60 percent relative humidity and temperature between 10 to 25 degrees Centigrade. For "Drying", the optimal conditions are relative humidity less than 60 percent and temperature between 10 to 40 degrees Centigrade. Proper ventilation is equally essential. The yellow highlighted area represents the extreme limits for humidity and temperature in which spraying and drying are possible, but less than optimal.
Preventing coating failures
Many waterborne and solventborne coating failures result from inadequate surface preparation. These include both cosmetic defects and performance defects. The degree of cleanliness and higher surface energy required for waterborne coatings is greater than most solventborne coatings due to the low solvent content. Solventborne coatings are more forgiving of residue because the solvents contained in the coatings may dissolve some surface oils and contaminates. Even though waterborne coatings typically contain co-solvents they still comprise much less organic solvent than solventborne coatings.
Waterborne applications often require surface pretreatment to achieve robust dry film coating adhesion and prevent application flow problems such as foaming and sagging. Water has a high surface tension in the range of 72 dynes/cm. In contrast, solvents used in solventborne formulations typically range between 20-30 dynes/cm. Surface tension ("dynamic" surface tension) is an important factor whether a coating will wet, spread or retract from a solid surface. Additionally, most plastics are nonpolar, chemically inert and not naturally wettable. Chemical primers (chlorinated polyolefins) and gas-phase surface oxidation pretreatment solves surface wetting problems including electrical, flame and RF cold gas.
Waterborne coating chemistries can offer equal to or better cosmetic and physical performance properties than solventborne for many applications, including clear topcoat applications. During the application of waterborne coatings it is important to maintain tightly controlled temperature, humidity and ventilation. A compelling reason for selecting waterborne coatings is their environmentally friendly low- to zero-VOC content.