Improving the Adhesion of UV-Curable Coatings to Plastics
by Andrew Stecher and Paul Mills
Plasmatreat US

Plasma treating plastic
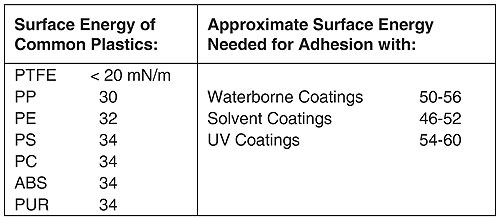
TABLE 1. Surface energy of various plastics vs. surface energy required for adhesion
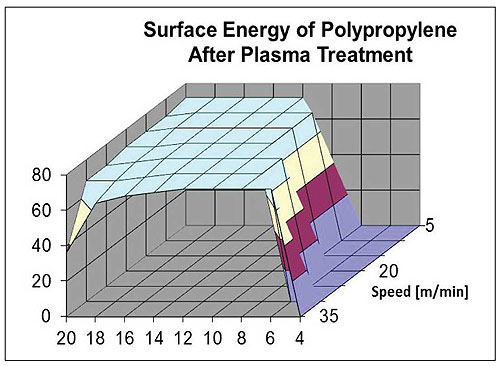
FIGURE 1. Surface energy following plasma surface treatment
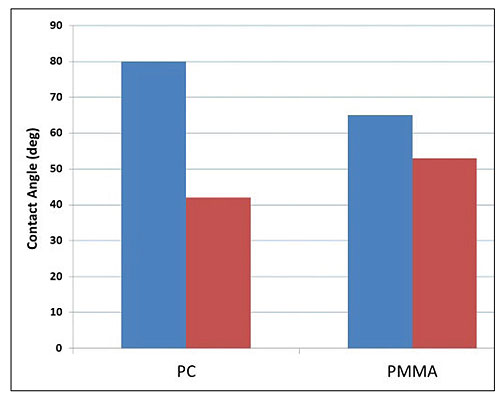
FIGURE 2. Change in contact angle with plasma treatment
UV-cured coatings provide a number of benefits to plastic part manufacturers, including improved performance, enhanced appearance and various process advantages. However, the same densely cross-linked chemistry and rapid film formation that provide these benefits also increase the likelihood of encountering adhesion failures. Since these coatings often contain little or no solvent, attaining adhesion even is more challenging. This paper examines the problems of adhesion common to UV-curable liquid and powder coatings, and the tradeoffs associated with popular methods to mitigate adhesion problems. Atmospheric plasma provides an especially effective means of enhancing the adhesion of UV cure coatings to a broad range of plastic materials.
UV coating adhesion failures
Over the past three decades, UV-curable coatings have attained broad acceptance as an industrial finishing technique for a variety of substrates, including many popular plastics. Today, nearly all automotive headlight lenses, most commercial eyewear and a large percentage of consumer electronic devices are UV coated.
Several factors are important to the growing popularity of UV cure materials compared with thermal cured coating (Cohen, 2012). First, UV curing is an extremely rapid process compared with conventional thermal baking and curing. While conventional waterborne and solventborne systems require substantial dwell time, UV formulations cure almost instantaneously when exposed to ultraviolet light (Walton, 2012). This makes UV curing particularly suitable for high-speed coating applications such as graphic arts and printing, optical fiber coating, wood molding and panel finishing and similar applications.
The difference in process speed even is more significant when comparing UV cure powder coatings to traditional thermoset powder. Thermally cured powder coatings need a good deal of time to initially melt and flow the powder in order to achieve smooth and continuous film. Following melt and flow, the powder needs additional dwell time in order to achieve the cross-linking needed to achieve full performance. This two-step process commonly takes between 20 and 60 minutes, depending on the specific powder chemistry and cure oven (Walton, 2012). While UV-curable powders continue to rely on heat to melt and flow the powder, they use UV rather than thermal energy to achieve crosslinking. Process times of less than 10 minutes have been reported in the literature (Schwarb and Knoblauch, 2011).
A second attractive feature of UV coatings is their durable surface properties, most notably the good scratch and mar resistance. These tough surface properties are responsible in part for the popularity of UV cure coatings for applications that include hardwood flooring, optical coatings and CD/DVD coatings. These properties are the result of high cross-link density common to many UV formulations, including materials employing (meth)acrylate chemistry (Schwalm, 2006). Film formation in UV materials typically is very rapid and densely cross-linked. Meischsner et al. (1998) account for this hardness by demonstrating that that E-modulus grows exponentially with cross-link density Xc according to the expression:
E = bemXc
Physical shrinkage that occurs across the coatings surface during curing closely is associated with the high cross-link density found in UV films. The acrylate monomers and oligomers common with free radical UV curing shrink considerably as longer-distance Van der Waals forces are replaced by strong but shorter covalent bonds. Jian et al. (2013) find that the volume shrinkage causes greater internal stress, which results in defects and dimensional changes responsible for decreased adhesion. Schwalm (2006) reports that shrinkage as high as 35 percent of volume can occur in UV formulations.
Another attractive feature of UV cure liquid coatings is they commonly use reactive diluents, such as monomers and low molecular weight additives, instead of conventional organic solvents. These reactive constituents are fully consumed in the curing process, and so some UV cure coatings are referred to as "100 percent solids" formulations. This benefit has received attention from both environmentally conscious manufacturers and government regulatory agencies (Loof, 2001). While environmentally conscious manufacturers turn to UV curing because of the lower hazardous air pollutants and VOCs, removing these solvents contributes to the adhesion problem, since a benefit of solvents is that they wet-out the surface of the part.
Powder coatings have been of interest to environmental regulators, such as the Environmental Protection Agency and industry leaders, because of their environmental benefits. Powder coatings emit little to no VOCs and hazardous air pollutants and contain no solvents (Whitfield, 1995). However, the absence of solvents makes adhesion more challenging, and most powder applicators invest heavily in chemical pretreatment prior to powder coating.
In summary, many aspects of UV coatings that provide attractive benefits to users also present formidable impediments to proper adhesion. Rapid curing and high cross-link density result in mechanical stresses. These stresses, combined with the absence of solvents, reduce the opportunity for successful adhesion. A UV-cure coating may have all of the desired properties, but not adhere to the part. Table 1 illustrates the surface energy of common plastics and the needed energy required to attain adequate adhesion for various coating technologies. UV-curable coatings require higher surface energy to achieve adequate performance than their conventional counterparts.
This paper proceeds as follows: first, we review common approaches to improving adhesion of coatings to plastic substrates. Next, we highlight recent results that demonstrate the ability of atmospheric plasma to enhance adhesion of UV liquid coatings. We conclude by presenting new data on the effects of plasma surface treatment on the adhesion of UV cure powder coatings to plastics.
A review of methods for improving adhesion to plastic
Several remedies are available to improve adhesion of coatings to plastic substrates. These include modifying the composition of the substrate, reformulating the coating, adding adhesion-promoting agents to the process, applying an additional layer of primer coating or increasing the energy level of the substrates surface using flame or plasma surface treatment (Ryntz, 1994).
Contaminants on the plastic surface can limit adhesion. These contaminants can be external to the plastic, such as soils, mold release agents or oily fingerprints. Or the contamination may come from within the plastic as materials migrate to the surface. A common approach is to find a suitable cleaning agent, such as a solvent, to remove them. Manually wiping parts with solvent creates a concern for worker safety since exposure to harmful or caustic cleaners and solvents – and the hazardous VOCs emitted by these agents – can be dangerous. Manual processing also is time-consuming. For high-speed processing, it may be more cost efficient to use automated removal methods, such as plasma removal, if the contaminant residue is thin.
Reformulating the coating is another alternative, but it usually is difficult to reformulate without sacrificing other coating properties (Burak, 2003). Improvements in adhesion thus can come at the expense of reduced surface durability, changes in gloss level and an increase in the cost of a coating. Chemistry suppliers are reticent to modify coatings unless the user is willing to pay for additional formulation and suffer delays as new iterations of the coating are tested. Reformulation may require requalification of the material, incurring additional testing time.
Modifying the composition of the substrate is another alternative. But, plastics often are selected for a range of other mechanical properties, including mold time or dimensional stability. Thus, replacing a plastic specified by the part designer may be difficult if there are few substitutes that provide these desired properties or target cost per pound (Ryntz, 1998).
Since the weight of a part usually is much greater than the weight of the coating, altering the plastic also usually is more expensive than modifying the coating.
Other methods of promoting adhesion that employ chlorinated polyolefin "tie-coats" aid the adhesion of topcoats to untreated polyolefins. A thin layer (only a few microns thick) of a dilute solution (35 wt.%) of a chlorinated polyolefin (CPO) is applied to the substrate using a high solvent concentration. The thickness of the CPO layer is critical to obtaining good adhesion. Too thick a layer will produce cohesive failure within the "tie-coat" and, if the layer is too thin, adhesion cannot be attained (Ryntz, 1994).
An effective approach to improving adhesion is to modify the surface chemistry of the plastic. Saturated hydrocarbons that make up much of the polymer surface also are relatively inert and have little affinity to bond with active species in the coating. Plasma treatment improves adhesion between the surface and coating by modifying the hydrocarbon chemistry of the surface.
Adhesion requires strong forces at the coating-plastic interface to promote bonding. Plasma can be used to significantly increase this surface energy. Plasma replaces saturated hydrocarbons with hydrophilic and hydrophobic species. Using oxygen to create functionality increases the wettability of a surface. Figure 1 illustrates the effect of plasma on enhancing the surface energy of a typical polypropylene plastic.
Ions, electrons and radicals generated in open air plasma impact the plastic surface with sufficient energy to cleave molecular bonds on the surface of most plastic substrates. This cleavage produces free radicals that react quickly in the presence of oxygen to form functional groups, including carbonyl (C=O), carboxyl (HOOC), hydroperoxide (HOO-) and hydroxyl (HO-) groups. Even relatively small amounts of these reactive functional groups can be highly beneficial for improving adhesion.
Plasma treatment for liquid UV coating adhesion
The beneficial effects of atmospheric plasma treatment have been documented in prior studies. For example, Melamies (2012) demonstrated the effects of atmospheric plasma on improving adhesion to polyamide fascia used for automotive interiors. Oehr (2003) showed the beneficial effects of plasma treatment for coating biomedical devices, and Kaute (2003) reported that open air plasma can eliminate the use of power washing and adhesion promoters for UV curing applications on plastics. Recently, Gururaj et al. (2011) showed the effect of atmospheric plasma surface treatment on PC and PMMA plastics.
The effect of plasma surface treatment was assessed by measuring contact angle. The contact angle on the PC substrate was 80° before treatment and 43° after plasma treatment. The PMMA contact angle was 65° before and 55° after plasma treatment.
Gururuaj et al. (2011) found that atmospheric plasma treatment successfully removed organic contaminants on the surface. The free radicals produced coupled with active species from the plasma environment to form polar groups, such as –(C–O)–, –(C O)– and–(C )–O–, on the substrate surface.
The emergence of UV powder coatings
UV powder coatings, commercialized during the late 1990s, extend the applications for powder coating beyond conventional metal goods into markets using heat-sensitive substrates, such as plastics and wood. UV powders combine the cost efficiency, durability and environmental compliance of powder coatings with the faster speed and lower temperatures afforded by UV cross-linking (Mills, 1998). While acknowledging the potential benefits of UV-cured powder coatings for a range of applications, the difficulty of achieving adhesion of the materials also has been recognized (Skinner, 2003).
Applicators report the use of a liquid primer prior to the application of UV powder to provide adequate adhesion (Little, 2005). Knoblauch and Schwarb (2012) report good adhesion on a small range of plastic substrates using a liquid primer coating.
Conclusions
Due to their excellent surface properties, low heat requirements, high-speed processing and environmental compliance, UV powder coatings are an increasingly attractive technology. The introduction of UV-curable powder coatings combines the benefits of powder coating (a technology recognized for its durability) and economic benefits owing to the efficiency of being able to reclaim over-sprayed powder coatings with the speed, low heat and durability of UV chemistry.
This innovation opens the door to powder coating heat-sensitive substrates, such as wood and plastic. To date, many of the properties that provide these benefits to UV coatings also made adhesion to plastic surfaces more difficult. Delamination of the fully cured paint film had been a common occurrence.
Alternative means of improving adhesion, such as reformulating the coating or plastic, are costly and time consuming approaches. Other techniques, such as manual solvent cleaning, are impracticable for high-speed automated processes and require workers to handle frequently harmful solvents and dangerous VOCs that pose significant health and environmental and safety concerns.
This paper suggests the benefits of surface treatment using atmospheric plasma treatment for overcoming adhesion failures associated with UV liquid and powder coatings. There is convincing evidence from testing that atmospheric plasma is effective at enhancing adhesion of UV materials to plastic. Our testing also suggests that plasma surface treatment may offer a robust solution to applying a wide selection of UV powders to a number of common plastics.
While additional work remains, these initial results demonstrate that plasma treatment yielded acceptable results on otherwise un-coatable surfaces. All but one substrate tested passed using a standard powder coating developed for general plastic application. We are optimistic that safe, cost-efficient and environmentally friendly atmospheric plasma is an efficient means for improving the performance of both liquid and powder UV coatings for a growing range of plastic applications.