Structural Bonding Alternatives for Plastics
by Rachel B. Nashett
Henkel Corporation
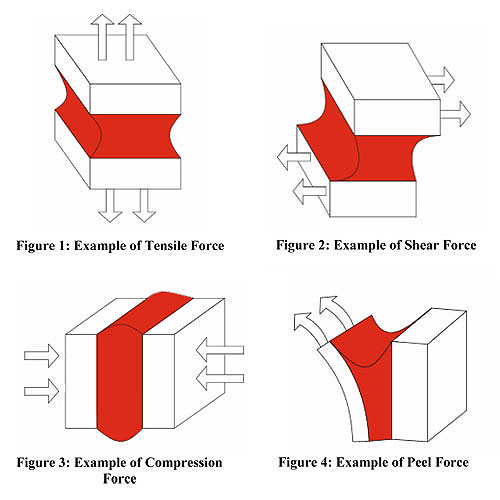
There are five main types of forces which can be applied to adhesively bonded joints: tensile, shear, compression, peel and cleavage.
Plastics have become an integral part of everyday life. It would be difficult to identify a manufacturing process which does not use plastics in one form or another. Even products which appear to be composed exclusively of metals are usually coated, sealed or adhesively joined using polymeric materials which improve the performance, appearance and longevity of metal products. Plastics have achieved widespread acceptance due to the virtually limitless combinations of plastic types, fillers and additives which can be compounded at relatively low costs and processed by a wide variety of methods.
When designing assemblies made from or including plastics, it often is critical to structurally hold assemblies together with a reliable mechanism. Plastics can be reliably fastened to a wide variety of substrates using an engineered adhesive solution.
Background
Adhesives are being introduced into the production market to help reduce the cost, time and waste associated with the usage of traditional mechanical fasteners and welding to provide structural integrity to assemblies. Industrial adhesives have been used to effectively bond dissimilar substrates, distribute stress loads and vibrational forces and increase the aesthetics of structural assemblies1.
In today's competitive market, streamlining production and creating more reliable assemblies are critical factors to ensuring the success of modern manufactures. Adhesives have been successfully used to displace solvent welding in the plastics industry, join dissimilar substrates and provide structural integrity to a wide variety of products and applications1. Typical adhesive applications range from bonding critical medical components to heavy equipment.
To ensure the structural integrity of an adhesively joined assembly, appropriate time should be taken to evaluate bond joint design and adhesive selection. According to the "Engineers Guide to Plastics" published by Materials Engineering, adhesives are effective in bonding at least 36 different types of plastics. Other commonly used methods of joining plastics are not capable of joining nearly as many types of plastics2.
Design considerations
When bonded correctly, the low tensile strengths of plastics and a large joint overlap can result in substrate failure of an assembly prior to an adhesive bond joint failure. There are five main types of forces which can be applied to adhesively bonded joints: tensile, shear, compression, peel and cleavage.
Tensile force (Figure 1) is the force applied to an adhesively bonded joint when pulling the assembly apart perpendicularly to the bond line and adjoining substrate. Many types of adhesive perform well when tested in the tension plane3.
Shear force (Figure 2) is the force applied when substrates in an adhesively bonded joint are pulled parallel from one another along a plane. In most adhesive qualification and testing, structural properties of an adhesive are evaluated in the shear plane. Many structural adhesives perform well when subjected to shear forces3.
Compression (Figure 3) is the optimal force in which to place on an adhesively bonded assembly. Compressive force is the force applied to an assembly when the adhesively bonded substrates are pushed together perpendicularly by an outside force3.
Peel (Figure 4) and cleavage forces are similar to each other and are the least desirable forces to apply to an adhesively bonded assembly. Peel and cleavage forces are applied to the leading edge of an adhesively bonded assembly. These forces apply an uneven distribution of stress to the edge of the bonded materials. Once the adhesive begins to pull apart along the leading edge, the fractures being created in the adhesive may begin propagate through bond line3.
The force, or forces, which may be applied to the bond joint are critical in the adhesive selection process. Some adhesive perform better under certain conditions or have been designed to withstand specific forces better than other adhesives.
During the adhesive selection process, manufacturers should consider the environmental conditions the assembly will be exposed to throughout its intended usage period. Temperature, UV exposure, surface contamination, surface treatments and solvent and chemical exposure are all environmental factors which should be considered during adhesive selection. Different adhesive chemistries are designed to meet specific manufacturing and end use conditions.
Available structural adhesive technologies
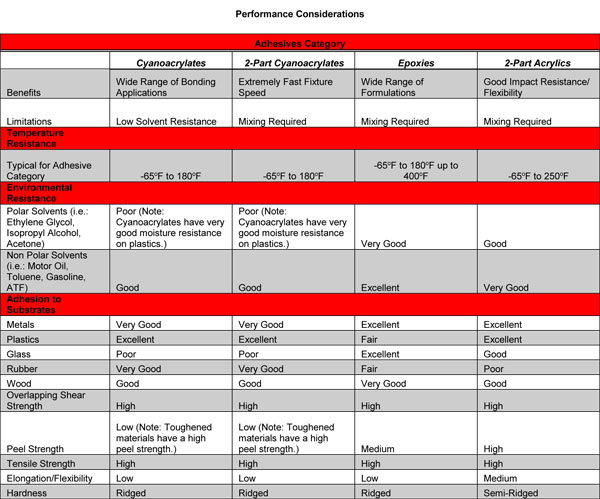
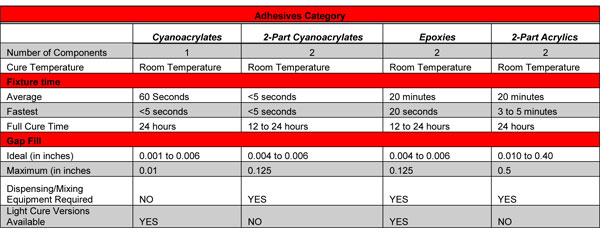
A wide variety of adhesive technologies are available to meet the bonding needs of manufacturers. The top performing adhesives used for the structural bonding of plastics fall into three main adhesive categories: epoxies, cyanoacrylates and methyl methacrylates.
Choosing which type of adhesive is appropriate for a manufacturing system depends on the materials being bonded, joint design and the projected end use conditions of the assembly.
Epoxy Adhesives
Epoxies are structural adhesives which come in one- and two-part systems. Epoxies provide unlimited gap-filling capabilities and cure through depth, excellent thermal- and chemical-resistance, high cohesive strength (strength within the adhesive), low shrinkage, good shear strength and peel strength. In addition, many epoxies are machineable and paintable. Epoxies also have formulating versatility, which easily can facilitate custom epoxy formulations.
Epoxies cure when covalent bonds between the epoxy resin and hardener are formed. Catalysts can be added to the epoxy system to increase the cure rate. Heat also can increase the cure rate of an epoxy adhesive system. Controlled heat application can increase the crosslinking density of the adhesive in the bond area, resulting in higher cured strengths.
There are a few limitations to epoxy adhesive systems. Epoxy systems tend to have a slow cure rate, with a fixture time between five minutes and two hours. Slow cure may be beneficial in a situation where it takes extended time to join parts after adhesive application or if parts need to be repositioned after being mated. Epoxies do exotherm during cure, so consideration needs to be taken if a manufacturer intends to use epoxies on highly sensitive parts. If a manufacture is bonding parts with a large bondline gap or parts which will endure high temperatures or harsh chemicals, epoxies may be a bonding solution3.
Cyanoacrylates
Cyanoacrylates (CAs) are single-component, quick fixturing, room temperature curing adhesives, which provide excellent adhesion to most substrates. Due to the single-component nature of CAs, these adhesives easily can be automated and integrated into production lines. CAs come in a wide range of viscosities from water-thin to gels and have good resistance to moisture and non-polar chemicals.
Cyanoacrylates anionicly polymerize in the presence of a weak base, such as water (which can be present in the form of humidity from the air on parts), and the neutralization of acid stabilizers present in the adhesive. As the acid stabilizers in the cyanoacrylate are neutralized, rapid polymerization occurs.
CAs do have some limitations: CAs bond to skin rapidly, have limited gap filling and curing capabilities, have poor polar solvent resistance (isopropanol, acetone, methylene chloride) and have poor long-term durability on glass substrates.
Other limitations of CAs include slow cure speed on dry or acidic surfaces, poor impact-resistance and peel strength (due to the ridged nature of the cured adhesive), poor high-temperature performance and low bond strengths to polyolefins.
Accelerators are solvent-based products designed to increase the cure speed of cyanoacrylates, reduce fixture time and increase the gap cure capabilities of the adhesive system. Primers are solvent-based products which are applied to a substrate and used to assist in promoting adhesion on difficult-to-bond substrates with low surface energy, such as polyolefins. Some CAs contain rubber toughening agents which enhance peel and impact strengths of CAs on bonded assemblies.
Surface-insensitive adhesives provide enhanced bonding performance on acidic surfaces and enhanced adhesive performance in low-humidity curing environments. Surface-insensitive CAs typically provide the highest adhesive bond strengths on most plastics. In destructive assembly testing, often the plastic material fails before the adhesive3.
Two-Part Cyanoacrylates
Two-Part Cyanoacrylates are one of the newest breakthrough innovations in the cyanoacrylate adhesive industry. Two-part CAs are two-component, extremely quick fixturing, room-temperature curing adhesives which provide excellent adhesion to a wide variety of substrates. Due to the dual component nature of two-part CAs, these adhesives are slightly more difficult to automate and integrate into production lines then standard CAs. Currently, two-part CAs only are available as gels. Two-part CAs have excellent resistance to moisture and non-polar chemicals.
Two-part CA adhesive systems only are available in dual cartridges with a single-use mix nozzle. One side of the cartridge contains the cyanoacrylate monomer resin and the other side of the cartridge contains a proprietary catalyst which promotes the cure of the adhesive system. Like the epoxies adhesive systems, two-part CAs do exotherm during cure.
Since they are not limited to a moisture cure system, two-part CAs have wide gap filling and curing capabilities, unlike traditional one-part CA adhesives. Two-part CAs have a more rapid speed of cure then one-part CAs and provide enhanced bonding performance on acidic surfaces and in low-humidity curing environments. Two-part CAs also provide high bond strengths on most plastics. Like one-part CAs, in destructive assembly testing often the plastic material fails before the adhesive.
Methyl Methacrylate Adhesives
Methyl Methacrylate (MMA) adhesives are two-component (resin and hardener) structural adhesive systems. MMAs cure at room temperature when the resin and hardener are mixed at the proper ratio.
The resins in MMA systems consist of an elastomer dissolved in acrylic monomers, mixed with peroxides. The elastomers in the adhesive formulation provide MMAs with strength and temperature resistance. The peroxides in the MMA adhesive formulations begin to decompose when exposed to the MMA hardener, or catalyst, creating free radicals and resulting in polymerization. MMA adhesive systems form high-strength structural bonds to plastics, composites and metals.
MMAs are versatile adhesives with a variety of available formulations to meet the needs of a manufacturer. These adhesive materials can handle a high loading of rubber fillers and still maintain exceptional strength properties. Rubber fillers result in a polymer with excellent peel and impact strength. MMAs also are available with glass beads mixed into the formulations, which assist in providing a consistent bondline thickness. MMA adhesive systems are flammable, exothermic, some have a limited cure depth of 0.03 inches and they tend to have a strong odor.
MMA adhesives provide superior adhesion to a wide variety of substrates, exceptional chemical resistance, high peel and impact strength, good gap filling properties and cure speeds ranging from five minutes to one hour. MMA adhesives can develop fixture strength in two minutes and full strength in four to 24 hours. Unlike other adhesive systems, MMAs have the ability to cut through a variety of surface contaminations and provide strong reliable bonds3.
Conclusion
Adhesives rapidly are being introduced into the production world to provide cost and time savings, reduce waste and build better, stronger, more reliable assemblies. When selected properly, adhesives can be used to reliably fasten plastics to a wide variety of substrates. Choosing an adhesive to bond an assembly can be a tricky process. If an adhesive is introduced during, or even after, the design phase of a project, the manufacturing process easily can be streamlined and a higher quality, lower cost assembly can be brought to market.
References
1. Solar, A PV Management magazine, Issue V 2011, Angle Business Communications, Securing a New Bond, 41, 43, (2011).
2. Plastics Design Library Staff. Handbook of Plastics Joining: A Practical Guide, 160 (1997).
3. Henkel Corporation, The Loctite Design Guide for Bonding Plastics, Volume 6, 6-12, 81 LT-2197A (2011).