Innovating Inkjet Technologies for Plastic Products
by Scott R. Sabreen, The Sabreen Group
and Dene Taylor, Ph.D., SPF-Inc

Figure 1: The three process parameters for high print quality are polymer substrate, inkjet printer and ink and pretreatment compatibility.

Figure 2: Contact Angle and Degree of Wetting
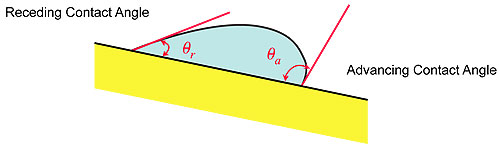
Figure 3: Fluid Flow and Dynamic Contact Angle
The demand for digital inkjet printing on three-dimensional plastic products is increasing exponentially. Application challenges to achieving robust operations are the optimal ink chemistry-printhead design, compatibility between the ink and polymeric substrate and curing. This article discusses the important process factors combining polymeric surface compatibility when extending inkjet into new opportunities.
Inkjet printing is far more complex and delicate than analog printing. Inkjet requires the nozzles to fire precisely sized drops with exact accuracy. High-quality inkjet printing systems must simultaneously integrate printheads, fluids, electronic controllers, pretreatment and cure. All of these items must work together to produce the intended results. Most companies investing in inkjet technology desire to decorate multiple substrates. Since there often are substantial chemical and physical differences between plastics, even within the same polymer family, it becomes challenging to print on all materials. Thus, a technical printing paradox challenge exists, which is illustrated by a stable three-legged stool (Figure 1).
There are three main input process parameters each represented by a leg: 1) polymer substrate, 2) inkjet printer and 3) ink and pretreatment compatibility. All elements must be stable to achieve excellent print quality. Changing any one of the process legs has an unbalancing effect requiring modifications to the others. Printing on contoured plastic geometries by inkjet further is complicated as there are relatively few OEM printer/printhead choices. Each OEM limits certified inks developed for a limited range. Thorough understanding of the intricacies of inkjet printing and surface science enables unprecedented capabilities and results.
UV-curable inkjet inks
Ultraviolet (UV) -curable inkjet ink has been widely adopted for printing three-dimensional plastic products. UV-curable inks dry instantly, bond directly to a limited number of plastics, do not emit solvents and are available for some OEM platforms. Extending the range to "tough-to-bond" polymer substrates requires custom formulating expertise to meet the stringent requirements for decorating and printing. Formulators need to know the unique chemistries that provide fluids able to be micro-jetted and the curing mechanisms that ensure rapid hardening, as well as the physical and chemical properties of the resultant ink, so the job is more complicated than for any other ink type.
The greater part of any dry ink is the binder – it traps the color in place, protects it from abrasion and bonds to the surface. The bonder typically is a polymer. UV ink printing differs from other types because the polymer is formed during curing by chain reaction of monomers and oligomers. Monomers are low-viscosity liquids, so they also function as the liquid ink carrier and eliminate the need for water or solvent – that is why UV cure inks are 100 percent solids and ideal solvent ink alternatives. Oligomers (larger reactive molecules) have multiple chemical functionalities and are critical to properly building the binder.
Polymerization is initiated by a short exposure to UV light, which is electromagnetic radiation with a shorter wavelength and higher energy than visible light. Near UV (390–200 nanometer wavelength) is used for most UV curing. It further is refined into UV-A (390–320 nanometers) or long wave, UV-B (320–280 nanometers) or medium wave and UV-C (280–200 nanometers) or short wave. Besides Near UV, other UV categories include Far UV (200–10 nanometers) and Deep UV (31–1 nanometers). The most common peak wavelength for conventional mercury UV curing lamps is 365 nanometers, also referred to as the mercury I-line (light spectrum).
The UV-reactive components are photo-initiators – compounds that absorb the energy and split produce highly reactive chemical species, free-radical or cationic depending on type. Each can bond to one part of a monomer or oligomer, which transfers the activity to another part, which in turn can react with another monomer, and so on to build the polymer.
Free-radical inkjet UV inks dominate the market due to their relatively low cost and the extensive availability of monomers, generally acrylates. These offer a range of polymers with desirable performance characteristics, from durable abrasion resistance to flexibility. A drawback to free-radical polymerization is its inherent sensitivity to oxygen in air, so short chain lengths often are short. Although the reactions may be very rapid, cross-linking effectively ceases when the UV light is gone. Consequently, formulations have high photo-initiator contents. While free-radical inks account for the vast majority of UV-cure inkjet ink consumption, cationic UV-cure inks are emerging for sophisticated needs.
Cationic polymerization provides a completely different family of chemicals with generally better adhesion and reaction that continues after the exposure is over. Extensive polymerization is essential when food contact is a possibility and un-reacted monomers are undesired. Also, continued cross-linking is beneficial with thick coatings. UV-cure inks are necessarily UV absorbers, so the bottom regions of thick inks see much less radiation and will not immediately cure as much as the tops, but cationic inks will continue to polymerize over the following hours.
While cationic inks do not suffer from oxygen inhibition of their polymerization, moisture can have an effect. As water can react with the cationic intermediary compounds, relative humidity levels over 80 percent may retard the cure. Cationic inks can use lower energy UV sources to initiate polymerization than free-radical inks. They generate less heat than high-energy mercury UV bulbs used on many free radical systems and can print temperature-sensitive substrates. Major ink vendors do not offer cationic as the volume demands are too small and the effort to meet OEM expectations excessive. However, they are available from specialized manufacturers interested in developing new applications.
Many three-dimensional printed products are held in hand by consumers and subject to very close visual inspection. Alphanumeric text may be 6-point or smaller. To avoid visible artifacts and ensure readability, very high resolution printing is required. High resolution inkjet printing has two primary components – spacing of dots on the substrate and the size (volume) of the droplets making up the dots. Analog technologies refer to line spacing or screen size, often about 300 lines per inch, but they have very broad ranges of dot size – literally from 0 to 100 percent coverage in one-percent increment steps. UV inkjet printheads cannot yet match the very smallest analog dots, nor do they have an infinitely adjustable grey scale. And the native nozzle spacing seldom is higher than 300dpi. High resolution is obtained with close droplet placing (now up to 1,800x1,800 dpi), which takes multiple passes and tiny steps on the typical oscillating head printer. The output is impressive, but it comes at the cost of print speed.
Pigments and color pallets
UV inks use only pigment colorants, but the range is broad and not a serious limitation. Formulating and ink-making developments enable manufacturers to offer white (W), which is especially useful as a base on dark-colored substrates or as a background on clear. Inkjet primary colors – cyan, magenta, yellow and black (CMYK) together – offer a large color gamut because ink layers can be thick. However, being based on pigments, they are at least partially opaque and they mask colors below. The intensity does not fully translate into the secondary colors, which excludes a number of Pantone colors popular with major brands. Analog printing uses specifically formulated spot colors. They could be available in this market, especially with 6-, 8- and 10-printhead machines, but they are not popular because it is far more difficult to change out a spot color in an inkjet printer than in flexographic or screen printing. This also conflicts with the ability of digital to switch jobs with consecutive images. An alternative is to employ extended gamut ink sets with intense inks of hue intermediate between CM and Y. Red, green and blue (RGB), or orange, green and violet (OGV) are used in label and advertising printing to extend the gamut and cover most bright, specified, intense brand colors. These colors also can be custom formulated for three-dimensional plastic products.
Reproducing light colors, especially flesh tones, is a consistent difficulty for UV-cure inkjet printing. Even the smallest droplets of CMK, now as little as 4 picoliter, are too large for photo-realism. However, if a secondary set of light magenta (lm) and light cyan (lc) are included, the artifacts of individual dots are eliminated. The option of CMYKlclmW is available to this market from the printer OEMs.
Fading in sunlight can be a major print durability concern. As UV inks use pigments, not dyes, they are inherently less sensitive to sunlight than desktop inks. Very good fade resistance is obtained when the inks are made with pigments from the automotive paint industry. While more costly, they are used in premium inks. Sunlight also can degrade the polymer, producing chalking and brittleness.
Polymer stability under UV light was made necessary early in the life of UV inkjet to support the outdoor advertising industry. It is obtained from monomer and oligomer selection, incorporation of stabilizers and, in the most durable situations, from over-varnishes. Five-year outdoor light exposure is a commonly met expectation.
Additives are essential in all ink formulations. Inks for printing plastics commonly contain adhesion promoters. Jetting and droplet formation, obviously central to inkjet, require careful balances of viscosity modifiers and surfactants. If not correct, the ink can mist or wet out on the head, neither of which are satisfactory. These same compounds also control ink wetting and flow on the substrate – i.e., adhesion and dot gain. They generally are optimized for a particular surface chemistry, but there are limitations. For example, an ink that will wet a low surface energy substrate will leak from the printhead. For that reason, many surfaces must be treated to put them in the range of ink functionality.
Surface pretreatments – ink/plastic substrate compatibility
Inkjet inks have low viscosity and low surface tension, which create adhesion bonding challenges on many polymeric substrates such as acetals, polyolefins and polyurethanes. These types of chemically inert plastics are hydrophobic and not naturally wettable. Consider a single liquid fluid droplet on a flat solid surface at rest (equilibrium). The angle formed by the solid surface and the tangent line to the upper surface at the end point is called the contact angle; it is the angle (x) between the tangent line at the contact point and the horizontal line of the solid surface. Reference Figure 2.
The bubble/droplet shape is due to the molecular forces by which all liquids, through contraction of the surface, tend to form the contained volume into a shape having the least surface area. The intermolecular forces that contract the surface are termed "surface tension". Surface tension, a measurement of surface energy, is expressed in dynes/cm. The higher the surface energy of the solid substrate relative to the surface tension of a liquid (water, printing inks, adhesives/encapsulation, coatings, etc.), the better will be its "wettability" and the smaller will be the contact angle (Figure 2). As a general rule, acceptable bonding adhesion is achieved when the surface energy of a substrate is approximately 8 to 10 dynes/cm greater than the surface tension of the liquid.
In reality, fluids and contact angles are dynamic, not static. Reference Figure 3. The dynamic contact angle (DCA) is most important. When a droplet is attached to a solid surface and the solid surface is tilted, the droplet will lunge forward and slide downward. The angles formed are termed, respectively, the advancing angle (?a) and the receding angle (?r).
Contact angles generally are considered to be affected by both changes in surface chemistry and changes in surface topography. The advancing contact angle is most sensitive to the low-energy (unmodified) components of the substrate surface, while the receding angle is more sensitive to the high-energy, oxidized groups introduced by surface pretreatments. Thus, the receding angle actually is the measurement most characteristic of the modified component of the surface following pretreatments, as measured using dyne solutions. Therefore, it is important to measure both the advancing and receding contact angles on all surface-modified materials1.
The speed of the printing press also can impact ink's effective surface tension. An ink that statically measures 25 dynes of surface tension could behave dynamically like an ink with 40 dynes of surface tension on a high speed press2. The actions of inkjet print heads and print systems on the fluids they dispense can significantly impact the way fluid components realign during dispensing and interaction with the print surface and other ink or coating layers. As the frequency at which inkjet print heads can eject drops increases to higher levels and as the speed of inkjet printers and presses increases with single pass full-width arrays, surface tension interactions of inks, coatings and substrates present additional challenges.
There is a strong tendency for manufacturers to focus only on contact angle measurements as the sole predictor for determining bonding problems and conducting routine surface testing. Equally important is chemical surface functionality, by which hydrophobic surfaces are activated into bondable hydrophilic surfaces. Gas-phase "glow-discharge" surface oxidation pretreatment processes are used for chemical surface activation. Surface pretreatments will resolve most ink adhesion problems by increasing the surface energy of the substrate and creating oxidative chemical functionality.
Gas-phase surface oxidation process methods include electrical corona discharge, flame treatment, cold gas plasma and ultraviolet irradiation. Each method is application-specific and possesses unique advantages and potential limitations. The basic chemical and physical reaction that occurs in free electrons, ions, metastables, radicals and UV, when generated in the plasma, can impact a surface with energies sufficient to break the molecular bonds on the surfaces of most polymeric substrates. This creates very reactive free radicals on the polymer surface, which in turn can form, crosslink or, in the presence of oxygen, react rapidly to form various chemical functional groups on the substrate surface. Polar functional groups that can form and enhance bondability include carbonyl (C=O), carboxyl (HOOC), hydroperoxide (HOO-) and hydroxyl (HO-) groups. Even small amounts of reactive functional groups incorporated into polymers can be highly beneficial for improving surface chemical functionality and wettability.
The degree or quality of treatment is affected by the cleanliness of the plastic surface. The surface must be clean to achieve optimal pretreatment and subsequent ink adhesion. Surface contamination such as silicone mold release, dirt, dust, grease, oils and fingerprints inhibit treatment. Material purity also is an important factor. The shelf life of treated plastics depends on the type of resin, formulation and the ambient environment of the storage area. Shelf life of treated products is limited by the presence of materials such as antioxidants, plasticizers, slip and antistatic agents, colorants and pigments, stabilizers, etc. Exposure of treated surfaces to elevated temperatures increases molecular chain mobility – the higher the chain mobility the faster the aging of the treatment. Polymer chain mobility in treated materials causes the bonding sites created by the treatment to move away from the surface. These components may eventually migrate to the polymer surface. Therefore, it is recommended to bond, coat, paint, print or decorate the product as soon as possible after pretreatment.
Conclusion
Digital UV inkjet is revolutionizing printing and decorating of three-dimensional plastic products. Inkjet is a complex, multi-variable process. There are significant challenges for printing on tough-to-bond polymers, which extend beyond OEM standard inks and printers. Low-viscosity inks jetted on low surface energy plastics are chemically and physically incompatible and frequently require pretreatment to solve adhesion problems. While UV curing technology has significant benefits, improperly cured inks are hazardous. Understanding the intricacies of inkjet printing and material surface science enables custom solutions to meet the demands of new applications.
References:
- "Solving the Problems of Plastics Adhesion", Plastics Engineering, April 2011, Scott R. Sabreen, The Sabreen Group Inc.
- "Some Things to Remember About Dynamic Surface Tension", PFFC, April 2003, Dr. Richard M. Podhajny, Ph.D.