Increasing Pad Printing Productivity and Efficiency
by John Kaverman
Pad Print Pros, LLC

A majority of problems experienced with the pad printing process normally are the result of the same, common mistakes.
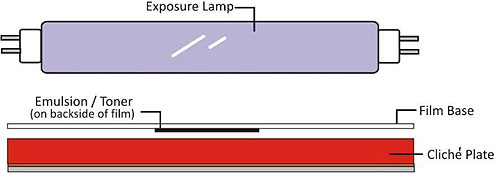
Figure 1. The orientation of the film used in cliché exposure should be emulsion down.

Figure 2. A crescent-shaped haze appears on the front and rear of the cliché.
Specializing in the pad printing process for nearly 20 years, Ive had the opportunity to visit hundreds of companies, review thousands of different applications and train thousands of people at various levels within each organization.
What Ive learned is that a majority of problems experienced with the pad printing process normally are the result of the same, common mistakes. Some of these mistakes are due to ignorance, whereas others are the direct result of ill-conceived efforts to save money. This article will review some of these common mistakes, the impact on the process and immediate actions for correcting them.
Environment
The production environment plays an important role in pad printing, just as it does in any wet ink film transfer process. Ideally, pad printing operations should be conducted in a controlled environment, with temperatures between 68-72 degrees Fahrenheit and relative humidity of 55 percent, +/-10 percent. The inks, plates, pads and materials to be printed also should be acclimated to these conditions.
If quality throughput is the goal, a controlled environment is a necessity. Otherwise, pick one: quality or throughput. While printing with quality results in an uncontrolled environment is entirely possible, the quality almost always comes at the expense of throughput. In an uncontrolled environment, time is invariably lost dialing in and maintaining ink transfer efficiency.
If controlling the entire production environment isnt cost effective, at least consider purchasing a printing platform that features a controlled enclosure. In Europe, where utility costs make controlling the environment almost impossible to justify, companies use printing platforms that incorporate temperature and humidity control, as well as HEPA filtration.
Artwork
Regardless of whether using a laser to engrave or a film to photo engrave or chemically etch the clichés, nothing performed downstream in the process can compensate for bad artwork. Therefore, it is imperative to start with correctly formatted (vector) graphics.
Typically, these are generated in Adobe Illustrator, CorelDraw or similar programs that convert all text and lines to curves, which can be filled 100-percent black. Exporting or saving as graphics from programs without first converting to curves will not produce the desired results. For example, design and 3D modeling programs, word processing and photo manipulating programs are not capable of producing or exporting as correctly formatted vector graphics, so the art department of the pad printing supplier will have to redraw those files. That means time and money.
Film density
When creating film for use in exposing clichés for either photo engraving (photopolymer) or chemically etching (steel) clichés, it is important that the film and/or film output device be capable of producing an image with sufficient density (opacity). Photopolymer coatings and photo-resist harden (cross-link) from the bottom up. When the image is not dense enough and some percentage of the UV light gets through, the result is a cliché that is too shallow or completely unusable.
Often, companies that screen print wish to use their screen film output device to create films for pad printing. While this sometimes is successful, those occurrences are the exception, rather than the rule. To be safe, always output a film and send it to the pad printing cliché supplier, asking them to do a test exposure to verify that the density is correct.
Film orientation
The orientation of the film used in cliché exposure should be emulsion down, as illustrated in Figure 1. If the emulsion of the film is on the top of the film, the light from the exposure will undercut the image, resulting in poor edge resolution and/or the complete loss of fine lines and details, such as trademarks.
For the best finish over the surface of the cliché, and therefore the cleanest possible surface to doctor, cut both the image and line screen films so they cover the entire cliché surface, using the outline of the clichés dimensions for alignment. This practice will ensure that cut marks dont etch into the cliché and the image is at least as consistently aligned as possible on subsequent clichés using the same film positive.
Cliché exposure
The storage, exposure and development of photopolymer clichés need to happen in an environment that is free of UV light. UV light can be filtered out from overhead florescent lighting using sleeves or UV-free light sources can be used.
Cliché exposure(s) should be consistent for each cliché material type. Never try to adjust the depth of clichés by changing exposure times. In photopolymer clichés, the depth is controlled by controlling the amount of ink that a given surface area of the cliché can hold. This is done by varying the line screen used in the second exposure. Typically, 150, 120 and 100 line/cm2 line screens are used for the second exposure, with 120 line most frequently is used. On rare occasions, 80 line/cm2 film is used, but only in cases where an unusually thick ink film needs to transfer.
The exposure for the image film and the line screen should be the same length, resulting in a finished cliché where the peaks in the line screen are level with the top surface of the cliché. A second exposure that is too short will result in a cliché where the line screen is below the surface, which can result in doctoring issues (scooping) and print quality issues.
Cliché development
Developer is one thing that people always try to save money on. The developer used for alcohol wash photopolymer clichés is 98-percent pure, with a specific denaturing agent. What it most assuredly is not is the denatured alcohol solvent that can be bought at Lowes or Builders Square. Box stores buy their chemicals in bulk, and they always are diluted with up to 40 percent water. Avoid potential issues by purchasing developer from a reputable supplier. If dilution is desired, it usually can be done with up to 15-percent distilled water.
Distilled water also is what should be used to develop water-wash cliché materials. Tap water or well water may contain contaminants and chemicals (fluoride, chlorine) that can adversely affect development.
When developing either alcohol or water-wash photopolymer clichés, do not scrub the image area. Use a soft, clean paint pad and apply only the pressure required to gently float the pad over the surface of the cliché. Of course, there needs to be enough developer in the tray to completely submerge the clichés.
Post-exposure and drying
In polymer cliché making, the post-exposure step is extremely important for maximizing the operational life of the cliché. In the development step, unexposed polymer gently is loosened with brushing and floats out of the image area. As a result, the sides of the pattern produced by the line screen are yet to be exposed to UV light, so they still are soft. The post-exposure step serves to harden the image area.
Drying also is recommended to remove residual developer from the polymer coating. Skipping the drying step and going straight to press can result in the doctor ring damaging the cliché beyond repair.
Photopolymer clichés are hydroscopic, so it also is a good practice to dry clichés that have been stored for long periods before using them again. Of course, the more humid the season of the year or region of the country, the more important the drying step becomes.
Substrates
Pad printing is utilized on a wide variety of substrate materials. Many of these materials (especially polyolefins), have surface energies that are too low for pad printing inks to successfully adhere. The industry standard minimum surface energy is 38 dyne/cm2, with 42 dyne/cm2 or higher being the preference of most ink manufacturers.
Buy Dyne test pens and test the substrate to determine whether pre-treatment is required. If the pens say the substrate needs pre-treatment, do it. Make sure parts are clean and free of contamination before testing. Never use mold release agents in producing parts that eventually will require pad printing.
If printing on top of a protective hard coat or two-component paint system, be advised that such coatings usually have a window of opportunity during which it is possible to get an ink to adhere. It is entirely possible that if coated parts are printed too soon and/or too long after the paint is applied, the ink may not adhere, no matter what.
Pad printing inks
There are many inks that specifically are formulated for pad printing, including three types of conventional solvent-based inks and UV inks. Conventional solvent-based inks can be single-component (no hardener required), two-component (hardener required) and single- or two-component (hardener optional).
UV pad printing inks really are modified UV inks in that they contain some percentage of thinner (true UV inks dont contain thinner). The thinner is necessary to make the ink printable via the pad printing process.
Choosing the right ink
Waiting until its time to go into production to choose an ink is one reason companies experience failure. The best way to determine whether an ink is suitable for an application is to send the ink supplier physical samples of the parts to be printed. If actual parts cant be sent, at least try to send plaques or something representative of the material and texture that will be printed.
Relying on the ink compatibility matrix in the manufacturers catalog or assuming an ink will work now because it worked on a similar material or coating in the past isnt always a good idea. These days, there simply are too many variations of materials and coatings. Testing always is the best and safest method. Of course, the ink guys need to know what kind of performance specifications the ink needs to meet, so be sure to supply them with that information up front.
Mixing pad print inks
One mistake many companies make when mixing pad printing inks is a failure to weigh the components. Pad printing inks differ in weight by volume from one shade to another. To mix them consistently, it is necessary to weigh all of the components: ink, hardener (if required) and thinner. Mixing by eye or by volume can cause significant problems with transfer efficiency, adhesion and performance.
When mixing two-component inks, it is necessary to strictly follow the manufacturers recommended ratio of ink to hardener. Using too much or too little hardener can result in problems too numerous to mention.
Add the hardener to the ink, then blend those two components together thoroughly before adding thinner. Adding hardener and thinner simultaneously can significantly reduce the inks operational pot life. Always mix inks in disposable containers using disposable stir sticks. Containers should be made of no-wax paper or solvent-resistant plastic, such as PET. Never use wax-coated paper cups, as the wax will dissolve into the ink, resulting in lots of issues.
Disposable cups and sticks are a lot less expensive than the expense of cleaning and potential issues of reusing mixing supplies.
Always prepare enough ink
The most frequent mistake that companies make is failing to prepare enough ink to adequately fill the ink cups. Every machine design requires a given volume of ink within the ink cup(s) to efficiently flood the image and doctor the cliché. It is important to realize that, in addition to providing the color, ink acts as a lubricant in doctoring systems.
The physical forces of doctoring a cliché result in the ink flowing back and forth within the confines of the ink cup. If double printing or otherwise printing at an elevated rate (on continuous cycle, for example) without enough ink in the cup, the ink never has enough time to flow completely over the cliché surface before the next doctoring cycle. A sure sign of that is a crescent-shaped haze on the front and rear of the cliché, as illustrated in Figure 2. This is what happens when the ink cannot re-wet the entire doctoring area due to insufficient volume. As the haze dries, the ink cup starts to ride up onto the haze, causing excessive leaking and other problems.
Drying vs. curing
Failure to sufficiently cure printed ink films is a big problem, largely due to ignorance as to the difference between drying and curing. Drying simply is evaporating thinner from the printed ink film. Curing is the chemical reaction that takes place until the ink has reached its maximum level of performance with regard to adhesion, as well as chemical- and mechanical-resistance.
Ink manufacturers specify separate drying and curing schedules on technical data sheets, yet few people follow the recommendations. Everyone wants an ink that cures immediately, but it doesnt exist. Even UV-curable inks are somewhat post-curing, meaning that they too should not be tested for adhesion and/or chemical- and mechanical-resistance immediately upon exiting the curing unit.
Ink manufacturers normally will say to wait 24 hours before testing the performance of single-component inks. Once a diisocyanate hardener is added to a two-component ink, the ink can require 72 hours or more to completely cure. In that case, water vapor in the air reacts with the hardener and the inks resin system, so curing is independent of heat and essentially impossible to speed up.
UV inks cure by polymerization when subjected to UV radiation. First, evaporate the thinner from the ink and then polymerize the ink film. For this reason, many UV pad printing applications feature I.R. drying prior to UV, specifically to remove the thinners that are added to UV pad printing inks.
Why UV ink isnt always the answer to curing problems?
I am frequently asked whether UV ink can be used to circumvent the lengthy curing requirements of conventional, solvent-based pad printing inks.
The answer is, It depends. UV is great for small-format, single-color applications. Because UV inks remain wet until they are exposed to UV radiation, it is not possible to print them wet-on-wet or even print in close proximity to one another without intermittent curing. For this reason, multiple color applications and/or large format (larger than about 150mm square) cannot be easily processed in pad printing systems without significantly increasing the cost and footprint of the machine.
Transfer pads
Pad often are the one component required to make a pad printing application successful, yet they are the most overlooked. Transfer pads come in numerous shapes, sizes and colors. When needing to choose a pad for a new application, always start with the largest (most mass), steepest angled, hardest pad that efficiently can be compressed in the machine being used.
Pad size: At a minimum, the pad should be 20 percent larger in diameter or height and width than the image to be printed. If the image requires more than 80 percent of the pads surface, there is a chance for distortion near the edges of the image/end of the compression stroke.
Pad shape: When choosing a shape, look at two things: the shape of the image (is it round, square, short and narrow, etc.) and the contour of the part in the print location. Ideally, use a conical-shaped pad for round images; a rectangular-shaped pad for rectangular-shaped images; a rooftop-shaped pad for short, wide images and straight lines of text; and a square pad (or conical pad with the edges molded square) for square shapes. The contour, or angle of the pad, should be as steep as possible. For compound angles, this means a pad shaped as close to the opposite of the angles of the print area as possible.
As a pad compresses to pick up and transfer the image, it has to roll out evenly from its point or ridge, displacing the air from between the surface of the pad and the surface of the cliché (during pick-up) and part (during transfer). If the angle isnt steep enough, air gets trapped between the pad and the cliché or part and results in voids in the print.
Pad shore: Pad hardness is expressed as shore. There are various shore scales, but in every case, the higher the number, the harder the pad. Shore is determined by the amount of silicone oil that is used in manufacturing the pad. The higher the percentage of silicone oil, the softer and more pliable the resulting pad. Conversely, the lower the percentage of silicone oil, the harder and more rigid the pad. Softer pads last longer and deposit more ink than harder pads, but harder pads produce sharper image resolution, less distortion and superior coverage on textured surfaces than softer pads.
Pad life: As mentioned previously, softer pads last somewhat longer than harder pads of the same size and shape due to their pliability. As any pad, regardless of shore, picks up and transfers the image, the silicone oil within the pad is depleted. Eventually, enough oil is depleted that the pad no longer efficiently or evenly picks up and/or transfers the image. They dry out. Once the oil is depleted from within the pad material, it cannot be replenished by applying more silicone oil to the surface of the pad.
Pad and part pre-drying: Adding low-volume, low-pressure air blowers to equipment can significantly increase both speed and quality. Using a modular hose to direct low-volume, low-pressure air at the image once it is on the pad and prior to transfer can reduce the time required for the ink to become cohesive, increasing throughput.
If double printing, directing low-volume, low-pressure air at the part helps to dry the first layer of ink during double printing, increasing the transfer efficiency of the second hit. If printing multiple colors wet-on-wet or in close proximity to one another, directing low-volume, low-pressure air at the printed images can help transfer efficiency for over-prints and will reduce the chances of the pad lifting wet ink during compression on subsequent transfers.
Heated air isnt necessary, but clean, dry air is a must. The last thing to do is blow wet, oily air across the pad and parts. Be sure to dry and filter the air accordingly. Modular hose kits are available from numerous industrial suppliers.
Conclusion
Successfully increasing pad printing productivity and efficiency isnt difficult or expensive, but it does require organizational direction, oversight and ownership. Many companies dont have people on their staff with the expertise to perform thorough evaluations of the pad printing process, as well as processes upstream and downstream in their facility that can adversely affect their pad printing results. While this article just scratches the surface, it can be used as a guide in performing an objective evaluation of the process.