Using Decorative Film Laminates with In-Mold Decoration to Increase Design Flexibility
by Len Poole
Soliant, a division of AkzoNobel
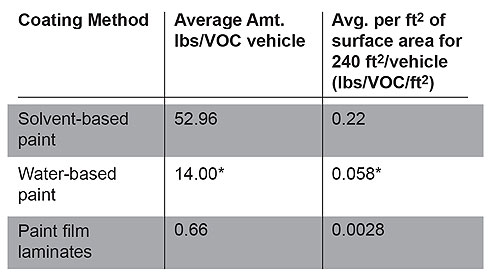
Figure 1. Paint film laminates offer environmental advantages. *The full palette of automotive OEM colors cannot be matched.
Consumers continue to place more requirements on OEMs as they demand higher levels of product differentiation, while also expecting low prices. OEMs, in turn, expect their plastic component suppliers to provide them with innovative methods of meeting customer expectations, while under intense cost pressures and operating lean and green. One method of meeting these needs is to use decorative film laminates. This paper will cover how film laminates are made, how to use them and the benefits that can be reaped, from millions of potential appearances to allowing the use of materials that are difficult to decorate with more traditional coating methods.
What are decorative film laminates?
As the name implies, decorative film laminates are plastic films made of multiple layers, laminated together to provide various types of decoration, from wood grain to chrome appearances. Also sometimes called foils, the various materials carry the same basic makeup: a cap or clear layer, decorative layers and a substrate layer.
How are they made?
Most decorative film laminates begin with a clear coat that is either extruded or, more commonly, cast to achieve a lower-stress final product. This clear coat most often is high gloss, but matte and textured finishes also are available. Almost all of the clear coats used today are some sort of alloy of PMMA (acrylic), PVDF (fluoropolymer) or PU (urethane). Each supplier uses a different, proprietary blend of these materials and additives to achieve the weathering and physical characteristics that are desired.
Next, some form of decoration is attached to the back of the clear coat so that it is protected from the environment by the clear coat. For patterns, this typically is done using gravure printing and nearly any pattern can be duplicated, including wood grains, technical finishes, brushed and distressed metals and organic patterns, like marble. Continuous coats also can be created that perfectly match spray paints, including pearlescent and metallic colors, with the latest development being an actual stretchable chrome appearance. This chrome appearance material also can be coupled with tinted clear coats to produce effects, such as black chrome and finishes that mimic copper, brass, bronze, gold and anodized effects.
The decoration layer then is sandwiched in between the clear and a substrate layer, protecting it from contact. The substrate layer typically is much thicker than the other layers and gives the laminate its strength, which makes it easier to handle and use. The most common substrate material is ABS, with TPO and PC (polycarbonate) not too far behind. The substrate polymer type and thickness are determined by the needs of the next phase in the manufacturing process and will be described in more detail in the next section. Some substrates also may require the addition of primer layers to ensure complete laminate adhesion.
How and where are they used?
» Pressure-Sensitive Decals and FOP
Decorative film laminates often are used in the creation of large pressure-sensitive decals. In this case, the substrate layer is replaced with a pressure-sensitive adhesive and backing. Decals are precision trimmed from the flat laminate, the backing is removed and the decal is applied to an existing component. Pressure is imparted during the application, activating the adhesive system. Common uses include automotive striping and blackouts, such as b-pillars.
In the Form-Over-Part (FOP) process, decorative film laminates usually are coated with a heat-activated adhesive that is cured during a modified thermoforming process and applied to existing components. This method most often is used for providing metal and composite parts with a class A surface without the usual level of prep work required for traditional coating methods, such as filling, sanding and priming.
» Extrusion Lamination
In this application, the clear, decorative and any adhesive layers are brought into intimate contact with the substrate as it exits the die in an extrusion process, laminating them together. This method is becoming an increasingly popular way to decorate profile extrusions, such as automotive roof strips and window seal trim, that are very difficult to mask and paint and nearly impossible to selectively chrome plate.
» IMD/IMF
In-Mold Decorating (IMD), sometimes called In-Mold Foil (IMF), is another popular method for using decorative film laminates. In this process, laminate with a very thin substrate is placed into or stretched over an injection mold cavity. The mold then is closed and molten plastic is injected behind the film, creating a melt bond between the laminate and the molten resin. When the mold opens, the part exits with the decoration permanently attached. In cases where the film is stretched over the entire mold, the excess must be trimmed away after molding. This is performed both mechanically and by using lasers, depending upon the preference of the molder. This method commonly is used where it is not necessary to have the decoration wrap past the parting line and where part geometry is fairly gentle since the film must be stretched by the molten resin, such as cellphone cases and relatively flat automotive trim.
» Thermoforming
For thermoforming, the substrate layer generally is much thicker than the previously described processes as it provides the structure for the completed part. In this process, the decorative film laminate is heated to just beyond its glass transition temperature so that it becomes pliable, but not molten. The soft laminate then is draped over a mold to take its shape by drawing vacuum through the mold (vacuum forming), using pressurized air to force the sheet against the mold (pressure forming) or a combination of both. This process is used to produce parts like casings for exercise equipment, automotive rocker panels and skid plates, as well as chrome bumpers for the heavy truck industry.
» Insert Injection Molding
Insert injection molding combines the thermoforming of decorative film laminates with injection molding. In this process, laminates first are thermoformed into complex shapes and trimmed to match a complex injection mold cavity. These thermoformed inserts then are placed into the injection mold, and processed similar to IMD/IMF. The advantage of insert injection molding over IMD/IMF is that greater draw lengths and wrapping of decoration past parting line become possible. This process is used to make a wide variety of products, from computer housings to automotive interior and exterior trim.
Who uses them?
The largest user of decorative film laminates is the automotive industry. As consumers have demanded higher and higher levels of decoration, especially in vehicle exterior and interior trim, automotive OEMs have had to find ways to meet that demand without increasing cost. Decorative film laminates have provided an opportunity for them to achieve the high-end appearance of wood, metal and carbon fiber without the high cost of using the real thing. On the exterior, it has given them the opportunity to use suppliers who specialize in certain parts, such as body side moldings or rocker panels, without having to worry about paint match since the different suppliers can use the same paint film.
Having proven themselves from decades of use in automobiles, computers and cell phones, decorative film laminates are primed to be used in a myriad of applications. From furniture and consumer goods to medical devices and recreational products any industry that uses painting, plating or hydrographics could use decorative film laminates.
Why are decorative film laminates used?
» Economic Benefits
If manufacturers are considering adding the capability to provide differentiated plastic products, they essentially are looking at three options. The first is adding coating capability and, whether talking about adding a paint line, adding a chrome plating line or adding a hydrographic line, this is a very high capital expenditure with a large floor space commitment that often becomes the plants bottleneck not to mention the added compliance costs for emissions that are getting higher all the time.
The second option is to outsource coating. This high piece-cost option involves sending good manufactured parts out to a company that specializes in a coating process and hoping that they send enough good, coated parts back to allow orders to be filled. This can result in having to carry just-in-case inventory instead of just-in-time, as well as increased shipping costs from sending parts back and forth.
The third option is to use decorative film laminates. Using pressure-sensitive decals adds only the cost of the decals. For injection molders, adding IMD/IMF requires only a small amount of capital, and thermoformed inserts can be purchased from suppliers for insert injection molding. For thermoformers, using decorative laminates requires only a dedication to cleanliness and a small learning curve to get used to processing them. In addition, decorative film laminates almost are completely thermoplastic, allowing them to be reground in most cases, whereas most coatings are thermoset and often are not able to be put back into the stream.
» Environmental Benefits
Never before has the condition of the environment been more a part of the collective conscience. One can scarcely watch a TV news program or read a newspaper without being exposed to terms like carbon footprint and sustainability. Politicians and scientists debate about environmental issues, while corporations and universities race to adopt sustainability programs. With no sign of this trend waning, this is another area where decorative film laminates can help plastic part manufacturers be successful. According to a study performed by environmental consulting firm MM&A, LLC on automotive exterior painting options, paint film produces at least 95 percent less VOCs than the spray paint systems (see Figure 1). The numbers given for water-based spray painting systems carry an asterisk because, as of the time of this study, they were not capable of matching the full palette of automotive OEM colors. Since paint films can use the same pigments as spray painting, they can match the same colors exactly.
For patterns, the competing process is hydrographics. Specific data hasnt been published, but the fact that many of the inks are solvent-borne and have to be sprayed with a protective clear coat after dipping implies hydrographics would end up in the middle of this table.
Chrome plating is an even bigger environmental concern because of the release of heavy metals (primarily hexavalent chromium) during the plating process. The latest OSHA exposure requirement is less than five micrograms per cubic meter in eight hours. This means the plating lines are subject to very high compliance costs, both from capturing the Chromium and from the regular air testing necessary to ensure compliance not to mention the potential negative environmental impacts from accidents and machinery failures. While the popular solution seems to be to send plating operations to countries with lower environmental restrictions, it only is a matter of time before those countries catch up. Chrome-appearance decorative film laminates provide the look of plated chrome without using any heavy metals in production.
Decorative film laminates also offer a waste reduction potential. Paints produced for use in paint film can be economically run until used up. Extra paint mixed up for spray painting is waste if parts to paint run out before the paint does. For the dipping processes of hydrographics and chrome plating, processors must take care of whats left in the tank. Laminates do not have that problem.
Finally, when using decorative film laminates to replace much heavier real wood or real metal parts in vehicles, the overall weight savings result in a reduction in fuel usage and the resultant emissions. For example, a metal chrome bumper for a heavy truck weighs 100lbs, but its thermoformed chrome TPO film counterpart weighs just 30lbs and will never rust.
What would one have to watch out for?
Since decorative film laminates are produced in a batch process, large volumes often are necessary to achieve the best pricing. This can be offset by choosing an off the shelf color or pattern, such as chrome or satin nickel, where several different parts using the same film can add up to larger volumes.
There also are some geometry limitations: for instance, a wood grain film only can be stretched so far before it distorts the pattern too much to be acceptable. Also, when trying to convert existing molds for use with laminates, gating and mold flow can be difficult to tune in. The best way around these issues is to get experienced suppliers involved as early as possible in the development.
It is a disruptive technology. It is a very tough decision for companies with paint lines to consider moth-balling that capital equipment, even if it is better for their customers or the environment. Also, decorated parts require clean environments and careful handling, and some shops arent ready for that. Again, these problems are best tackled by asking the experts. Done properly, decorative film laminates truly can be a cost-effective and environmentally friendlier alternative to traditional plastics coating methods. In addition, design flexibility increases considerably by using them. Anodized looks that once were only available on aluminum can be brought to plastics. And, the look of chrome plating is available on plastics like polyolefins, rather than just traditional plate-able plastics. Once the tooling exists, a part can be decorated in almost any imaginable finish, from wood grain and carbon fiber to camouflage and chrome.