Methods for Adhesion Bonding of Polyphenylene Sulfide
by Scott R. Sabreen
The Sabreen Group
PPS Electronic Connectors
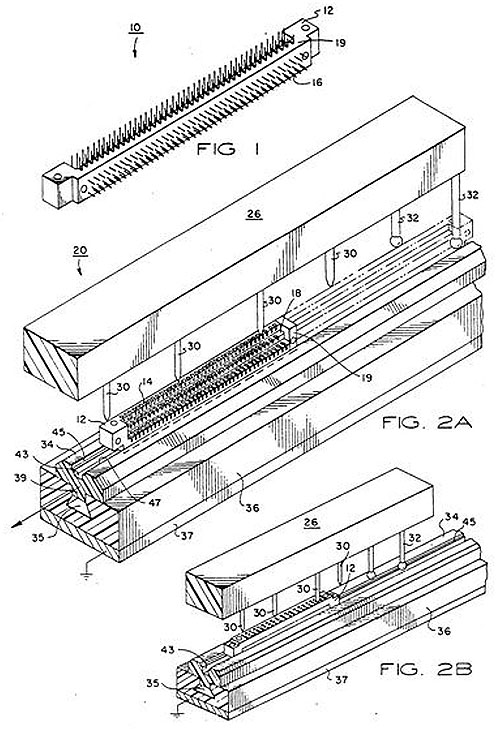
US Patent US5051586 (1991) - Corona discharge treating system for electrical connectors. PPS pretreatment shelf-life over two years.
Polyphenylene Sulfide (PPS) is a high-temperature, semi-crystalline engineering thermoplastic. Within the industry, PPS is known as THE plastic that performs like metal. Arguably, its one of the most challenging polymers to bond to itself or dissimilar materials, such as aluminum and titanium. To be successful at bonding PPS requires an understanding of its chemical and physical properties, thus making resin grade moduli different and critical for each application. This paper presents field proven case study techniques to achieve high-strength adhesion bonding.
Properties of PPS
The properties of PPS, similar to other high-temperature performance plastics including PEEK and LCP, depend on its crystallization behavior. PPS is chemically inert with low surface energy and offers the broadest resistance to corrosives of any advanced engineering plastic. It is used in thousands of automotive, aerospace, medical and industrial applications where high-temperature, solvent-proof, electrically-shielded parts are needed. PPS is inherently flame retardant, making it the perfect material for aircraft structures, under-hood power train and fuel system components, water pump impellers and more. While these characteristics are ideal for performance, poor surface wettability is the bonding challenge for manufacturers.
Two distinct forms of PPS are sold: "Branched" molecular structure and "Linear". Among the most recognizable brands are Ticona Fortron® and Chevron Phillips Ryton®. The branched version tends to be more rigid. The linear usually offers better mechanical and flexural strength, as well as higher melt stability. Linear PPS also has fewer ionic impurities1. Glass-filled fibers (30 percent and 40 percent) and glass fiber/mineral mixtures to standard PPS allow for specialized and demanding applications. Electronics manufacturers commonly select 40 percent glass-filled PPS for insulation and connector products. Designers carefully examine the selection of branched or linear, filled or un-filled, relative to field performance properties, joint-tool design and primary processing. Unfortunately, less emphasis normally is given to the impact of these selections upon secondary manufacturing operations, specifically adhesion bonding processes.
Primary processing
Proper processing of PPS is critical in order to achieve the stated properties of this material. PPS products are not hygroscopic, and therefore, do not experience dimensional expansion problems like nylon (polyamides). Yet it is important to use dry resin in molding parts. Moisture, in and of itself, is problematic. High moisture levels can create voids, which could adversely impact part performance, affect adhesion and alter aesthetics. The time between drying and processing should be as short as possible. PPS should be dried in dehumidifying hopper dryers. Hot-air ovens are not recommended, although they may be used if extreme care is taken. The reasons such ovens are not recommended are: a) if the trays are filled too high (more than 1-1.5 in.), the material on the bottom of the tray is not properly dried; b) if several different kinds of materials are being dried in the oven (on different trays) at the same time, pellets can easily fall onto a lower tray, causing contamination of the material on the lower tray2.
To achieve a fully crystalline state, mold temperatures of at least 275 to 300 degrees Fahrenheit are required. When PPS is molded below 275 degrees Fahrenheit, the moldings are amorphous, or semi crystalline, and remain in this state until they are exposed to higher service temperatures (including heat curing of adhesives). If the service temperature exceeds the molding temperature, the parts will become more crystalline, resulting in dimensional and property changes. For example, the Heat Deflection Temperature (HDT), @264 psi (1.8 MPa), of 40 percent glass-filled PPS molded in a non-crystalline state is only 350 degrees Fahrenheit, but increases to >500 degrees Fahrenheit (260 degrees Centigrade) in the crystalline state. This is critical for calculating the optimal adhesive cure temperature and time (a function of the number of parts in the oven, total mass) necessary to achieve full chemical crosslinking. Further, mold temperature has a dramatic effect on the surface appearance. Bonding processes should be performed as soon as possible following molding operations, or package parts tightly in non-poly bags.
Surface cleaning
For PPS products, surface cleanliness and plasma pretreatment are critical prerequisites to achieving high-strength bonds. Surfaces must be contamination-free from dirt, grease and oils. Low molecular weight materials (LMWM) such as silicones, mold release and anti-slip agents inhibit bonding. To solvent clean PPS surfaces and remove LMWM materials (in accordance with company policy and state law), acetone or methyl ethyl ketone (MEK) are suggested. Weaker solvents such Xylene, Toluene and Alcohol (IPA) can be used to remove superficial dirt, but not hydrocarbon contamination. Avoid using excess solvent because it can create weak boundary layers of un-removed chemicals, leaving a haze build-up inhibiting bonding. Use proper technique at all times, including lint-free cloths and wearing powder-free protective hand gloves. Solvent cleaning is effective for exposed accessible surfaces, but is generally not practical for remote isolated areas such as small diameter holes found in electronic connector applications. Plasma treatment processes have varying degrees of effectiveness to simultaneously clean and pretreat all surfaces.
Surface oxidation pretreatment
Its important to understand why pretreatments are needed and the mechanisms for how they improve adhesion bond strength. The underlying reasons why many plastics are difficult to bond are because they are hydrophobic non-polar materials, chemically inert and possess poor surface wettability (i.e., low surface energy). While these performance properties are ideal for designers, they are the nemesis for manufacturers needing to bond these materials. As a general rule, acceptable adhesion is achieved when the surface energy of the plastic substrate is approximately 8-10 dynes/cm greater than the surface tension of the liquid adhesive, coating or ink. In this situation, the liquid is said to "wet out" or adhere to the surface. A method for measuring surface energy, "wetting" is the use of calibrated dyne solutions in accordance with ASTM D2578.
The surface energy of untreated PPS is approximately 38 dynes/cm (calculated contact angle with water is 80.3°). The surface tension of compatible epoxy resin adhesives is 45-50 dynes/cm. Therefore, the calculated post-treatment surface energy must be in the range of at least 48-54 dynes/cm. In this situation, the liquid is said to "wet out" or adhere to the surface. Practically, the most robust bonding of PPS is achieved when the surface energy is 60-70 dynes/cm. This higher plasma treatment level has an additional benefit of extending the pretreatment shelf-life, two years or longer. This typically is not the situation with other polymers.
Due to its non-polar hydrophobic nature, PPS adhesion bonding applications normally require plasma surface pretreatment immediately following solvent cleaning to increase the surface energy and provide chemical functionality. Common pretreatments for PPS include Electrical Corona Discharge, Atmospheric Blown Ion, Flame Plasma and RF Cold Gas (Low Pressure). These processes are characterized by their ability to generate "gas plasma", an extremely reactive gas consisting of free electrons, positive ions and other species. Chemical surface functionalization also occurs3. In the science of physics, the mechanisms in which these plasmas are generated are different, but their effects on surface wettability are similar. Each method is application-specific and possesses advantages and/or limitations4. Considerations include part geometry, material handling automation and the conductive properties of the substrate. Black colored PPS is commonly selected for a variety of reasons. Since carbon black can have varying degrees of conductivity, careful evaluation of electrical pretreatment methods is important to ensure that electrical arcing during the treatment process does not occur. Arcing can degrade the insulation resistance material properties that are essential for electronic components.
Classical Electrical Corona Discharge is obtained using a generator and electrode(s) connected to a high-voltage source, a counter electrode at potential zero and a dielectric used as a barrier. That is, high-frequency, high-voltage discharge (step up transformer) creating a potential difference between two points requiring earth ground 35+kV and 20-25kHz. Custom electrode configurations allow for treating many different surface geometries – flat, contoured, recessed, isolated, etc. One specialized application example is a corona discharge treating system for electrical connectors in which a combination of pin and ball electrodes concomitantly treats 3D small diameter holes (= 0.0305") and flat exterior surfaces in multiple planes, US Patent US5051586 (1991). For PPS military connectors, the pretreatment shelf-life is over two years. Ozone is produced in the plasma region as a result of the electrical discharge. Corona discharge has virtually no cleaning capabilities (see Fig. 1 on page 36).
Atmospheric Plasma or Electrical Blown Ion Plasma (also termed Focused Corona Plasma) utilizes a single narrow nozzle electrode, powered by an electrical generator and step-up transformer, and high pressurized air in which intense focused plasma is generated within the treatment head and streams outward. This pretreatment process can clean dirt, debris and some hydrocarbons from the substrate, but not most silicones and slip agents. New research indicates that fine etching of the surface can create new topographies for increased mechanical bonding. Ozone is not a byproduct, but nitrogen oxides (NOx) are produced which may have deceivingly similar odor.
Flame Plasma Treatment uses the highly reactive species present in the combustion of air and hydrocarbon gas (to create the plasma). While flame treatment is exothermic, heat does not create the chemical functionality and improved surface wetting. Flaming will clean dirt, debris and some hydrocarbons from the substrate. Flaming will not remove silicones, mold releases and slip agents. Flame treatment can impart higher wetting, oxidation and shelf-life than electrical pretreatments due to its relative shallower depth of treatment from the surface, 5-10nm. Ozone is not produced. When procuring flame treatment burners, compare ribbon versus drilled port and the benefits of zero balanced regulators.
Cold Gas Plasma, also termed "Low Pressure Cold Gas Plasma", is conducted in an enclosed evacuated chamber, in comparison to atmospheric (air) surface pretreatment methods. Industrial-grade 100-percent Oxygen gas (O2) commonly is used. Gas is released into the chamber under a partial vacuum and subjected to an RF electrical field. It is the response of the highly reactive species generated with the polymers placed in the plasma field, on inner conductive electrode aluminum shelves or cages, breaking molecular bonds that results in cleaning and chemical/physical modifications (including an increase in surface roughness, which improves mechanical bonding). A significant benefit of cold gas plasma processes is the removal of hydrocarbons, thereby eliminating solvent cleaning. Atmospheric pretreatments do not remove/clean all poly-aromatic hydrocarbons, so solvent cleaning (prior to pretreatment) may be necessary.
Adhesives and curing
Optimal joint design is critical in any adhesive bonding application. Bonded joints can be subject to tensile, compressive, shear, peel or cleavage forces, often in combination. For many PPS applications, two-component, heat-curable structural epoxy adhesives are ideal. Uniform, thin bond line thickness (0.002 to 0.007") is preferred for optimal shear and tensile strength properties. Also, the air cavity concentration is less. Whenever possible, particularly for unsupported joints, the substrates should be clamped while the adhesive cures/cools.
For glass-filled PPS applications, the Heat Deflection Temperature in the crystalline state is >500 degrees Fahrenheit. Therefore, the oven cure temperature safely can range between 300 and 350 degrees Fahrenheit. Its important to note this is the temperature of the parts reached during curing, which may be different from the oven set point. Avoid stacking of parts. Parts should remain at temperature until completely cured, assuring full crosslinking of the adhesive. Insufficient cure (temperature/time) is one of the most common problems that results in adhesion failure. By definition, "adhesion failure" occurs at the interface between the adhesive and the adherend (substrate). Visually, there is residual adhesive remaining at any location on only one surface and not the second substrate adherend.
In addition to solvent cleaning and plasma pretreatment, a textured surface, as molded, will increase mechanical interlocking adhesion. Texture can be accomplished within the mold tool or manually using a Scotch-Brite pad. For example, NTMA mold cavity Finish "40-Diamond buffed 1200 Grit" likely will improve bond strength vs. Finish "10-Fine Diamond 8000 Grit" (0-3 micron range). Even slightly textured surfaces are beneficial. For connector products and other recessed-hole applications, etched core pins in the mold are highly effective.
In summary, to achieve high strength adhesion bonding of PPS (30-40 percent glass-filled fibers) and heat-curable epoxy adhesives, I recommend the following:
- ensure the PPS resin is properly dried before molding and processed at 275 to 300 degrees Fahrenheit
- conduct bonding processes as soon as possible following molding
- solvent-clean part surfaces
- use plasma pretreatment to increase surface wetting and chemical functionalization
- apply a uniform thin adhesive bond line
- oven cure at 300 to 350 degrees Fahrenheit
Additional benefits are gained if product surfaces are textured. Consider, plasma oxidized surfaces can deleteriously effect downstream assembly processes, such as poor heat sealing/welding, when overtreatment occurs. Plasma treated surfaces age at different rates and to varying extent relative to the surrounding environmental factors, including temperature and humidity.
To achieve robust adhesive bonding of PPS products requires a total solutions system approach involving design, material properties and primary and secondary operations. Plasma oxidation solves many adhesion problems, but the selection of the best method is dependent upon many factors, including equipment manufacturers. Pretreatments – chemical, mechanical or plasma – can be combined to enhance the bonding results and minimize process variability.
References:
"Designing with Plastics", E-Publication, International Association of Plastics Distribution magazine, Dec. 2003.
"Fortron® PPS Processing and Troubleshooting Guide", Ticona Polymers, 1999.
Mark Strobel, Christopher Lyons, 3M Company, 3M Center, 1995.
Scott R. Sabreen, The Sabreen Group, Inc., "Surface Wetting & Pretreatment Methods," Plastics Decorating, 2002.