Keeping Contamination Problems at Bay
by Ed Crutchley
www.pdtechwatch.com
There are literally hundreds of possible reasons for specks and craters on the decorated surface.
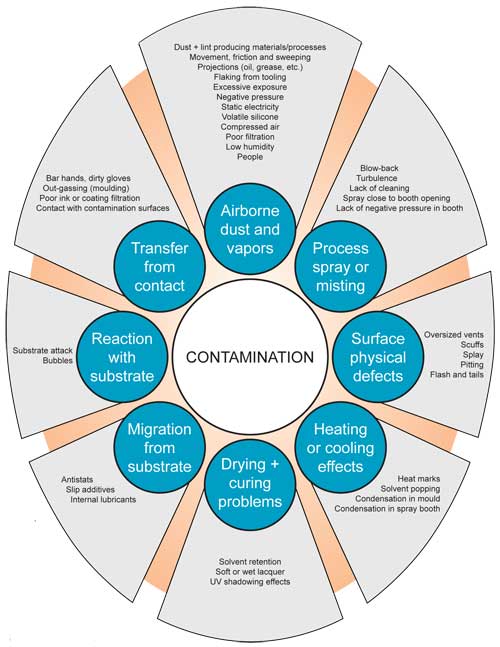
Figure 10: Sources of contamination and visible defects in ink and coating films.
Its no secret that plastics decoration and surface treatment processes, and particularly those that require wet inks or coatings, need a clean environment. Traces of gas or condensation on the mold cavity surface, airborne dust, traces of oil and water from compressed air, stray grease from tool faces, fingerprints, and even migration of lubricants from the polymer, all contribute to throwing away profit margins. When printing or coating large solid areas, such problems often result in a loss of a few percent of production, but the cost is more: Quality experts tell us that the net real value of a single reject is as much as three to six good parts.
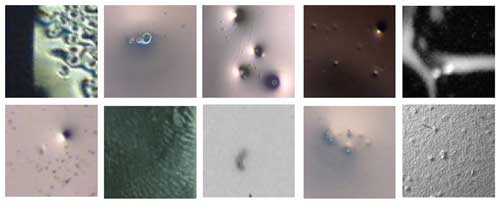
 Contamination also can come from dirty tooling used to hold parts, pigment agglomerations or sediment in the ink or coating, or recycled packaging used to store parts. The term contamination also can refer to surface defects on the polymer substrate, the effects of pitting or flash from the mold or micro-scratches from handling. (See Figure 1)
Contamination also can come from dirty tooling used to hold parts, pigment agglomerations or sediment in the ink or coating, or recycled packaging used to store parts. The term contamination also can refer to surface defects on the polymer substrate, the effects of pitting or flash from the mold or micro-scratches from handling. (See Figure 1)
In short, there are literally hundreds of possible reasons for specks and craters on the decorated surface. The reasons are not always obvious and may change from day to day – and theres rarely the time to run experiments and laboratory tests each time such an incident occurs.
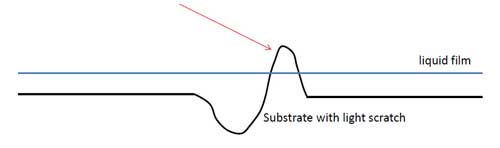
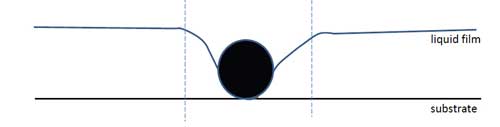 With low viscosity inks and coatings producing glossy films comes the problem of magnification. (See Figure 2) Most ink and coating film thicknesses count in the microns – much less than the eye can see. The meniscus effect, whereby the defect sees a crater appear around it, increases visibility. Experience has shown that any defect that is half the dry film thickness should be avoided. (See Figure 3)
With low viscosity inks and coatings producing glossy films comes the problem of magnification. (See Figure 2) Most ink and coating film thicknesses count in the microns – much less than the eye can see. The meniscus effect, whereby the defect sees a crater appear around it, increases visibility. Experience has shown that any defect that is half the dry film thickness should be avoided. (See Figure 3)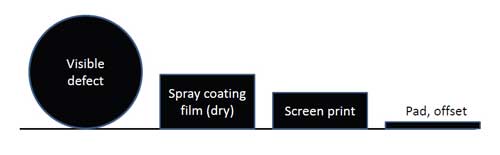
There are two approaches for avoiding many of these problems. The first is curative. Its expensive and after the fact. In a worst case scenario, it might mean placing a degreasing line ahead of a coating process. That may be necessary for production running at the highest specifications, but it is hardly an acceptable solution for most manufacturing environments.
The best solution is preventive. It requires a frame of mind that aims to avoid the issue cropping up in the first place. It means spending more money and effort up front in order to have peace of mind later on. Equipment has to be chosen carefully. It probably will mean putting in place plenty of control procedures and training, backed up by a good dose of old-fashioned Management by Walking Around (MBWA) armed with a white glove, flashlight and camera. The best way to implement is to carry this out with a selected manufacturing team, starting from a specific quality issue. Each time a new problem occurs, the team should reconvene. (Reference Table 1.)
Fortunately, it is possible to capitalize on other peoples experience. When UV spray coating on plastics started up in the 1980s, almost everyone went through crippling learning curves. UV inks and coatings are formulated with liquid resins that quickly display surface defects and contamination. Many found at the time that it took a good six months to properly master line rejects. Everyone had to learn – even the molders who now were being asked to react to problems that they could not even see on the raw part. To make matters worse, molding was probably over by the time the problem cropped up ... in another plant.
Experience gives us the following priority actions:
- When purchasing new equipment, think of environmental control and cleanliness issues. Is the machine enclosed? Is there pressurizing? Are there HEPA filters?
- Where possible, run decorating and surface treatment next to or – even better – mechanically inline with molding. Most decorating, spray coating and metallizing processes now have been scaled down to allow this. When a hard-to-see defect comes out of the mold, it can be caught almost straight away, not two weeks later. The part has less opportunity to pick up dirt or scratches. In the most challenging case of chain-on-edge spray coating, it is important to note also that slowing down and matching molding speed brings economies: material costs can be dramatically reduced by employing indexing and stop-spray. Parts also will be cleaner going into the process, so high solids UV coatings can be used, even allowing recycled overspray in some cases.
 Static electricity is the number one problem. Kill static electricity ASAP after molding and whenever handling parts or opening bags. Most plastics have surface resistivities way over the 1012 ohms/cm limit that will allow static dissipation. Parts can retain thousands of volts on their surface when being ejected from the mold. Static is a perfect magnet for dust. Use deionizers from companies such as Eltex and carry out regular static checks with a field meter. (See Figure 4)
Static electricity is the number one problem. Kill static electricity ASAP after molding and whenever handling parts or opening bags. Most plastics have surface resistivities way over the 1012 ohms/cm limit that will allow static dissipation. Parts can retain thousands of volts on their surface when being ejected from the mold. Static is a perfect magnet for dust. Use deionizers from companies such as Eltex and carry out regular static checks with a field meter. (See Figure 4)- For one reason or another, people constitute the largest source of contamination. Where possible, keep people away from the work area. Keep technicians out of spray booths and other dust-sensitive areas. Running a spray coating process with robots instead of operators can reduce rejects by several times.
 Pressurize and filter the workshop, keep out drafts and avoid turbulence (stay within an air speed of 60 to 140 feet/minute where feasible). Keep as much dust out of the environment as possible by maintaining positive pressure and three-stage filtering down to F5 filtration level (100 percent removal of 10-micron particles, 50-55 percent ASHRAE colorimetric). (See Figure 5)
Pressurize and filter the workshop, keep out drafts and avoid turbulence (stay within an air speed of 60 to 140 feet/minute where feasible). Keep as much dust out of the environment as possible by maintaining positive pressure and three-stage filtering down to F5 filtration level (100 percent removal of 10-micron particles, 50-55 percent ASHRAE colorimetric). (See Figure 5) Monitor the environment for airborne dust with a particle counter such as the Met One GT521. Try to stay below Class 100,000 (800 five-micron particles per cubic foot) in work areas and Class 10,000 (80 five-micron particles per cubic foot) inside sensitive machines. (See Figure 6)
Monitor the environment for airborne dust with a particle counter such as the Met One GT521. Try to stay below Class 100,000 (800 five-micron particles per cubic foot) in work areas and Class 10,000 (80 five-micron particles per cubic foot) inside sensitive machines. (See Figure 6)- Avoid storage against walls, keep the floor clear and avoid stray compressed air. Watch out for regrind.
- Never dry sweep. Install regular wet cleaning schedules for all floors and work surfaces. Asian spray coating plants sometimes even hose the floor all day long or run a permanent boiling kettle in sensitive areas (high humidity also reduces static).
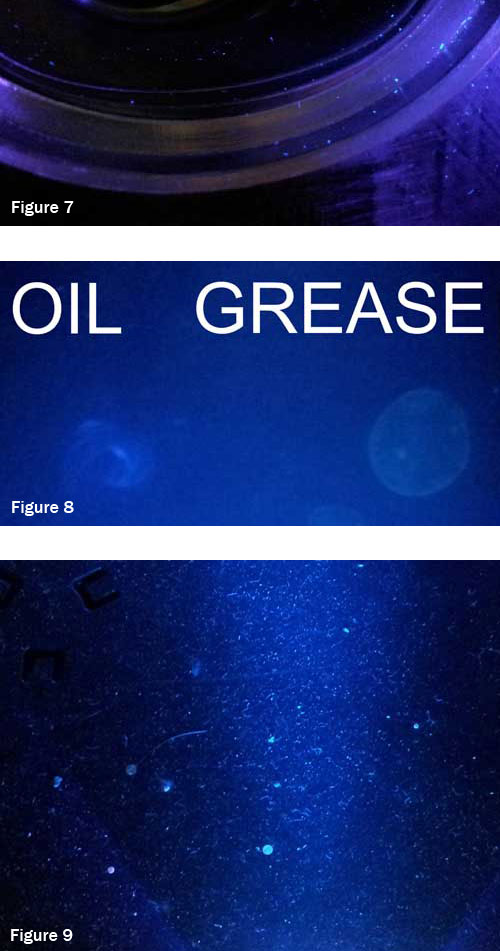 Clean all contact surfaces, especially mold suction cups and cavities, with special lint-free rags at least once every shift. Make sure below-par cavity venting and cooling temperatures are not adding to problems. Use LED visible and UV flashlights to highlight dust and heavy deposits of oil and grease. (See Figures 7, 8 and 9)
Clean all contact surfaces, especially mold suction cups and cavities, with special lint-free rags at least once every shift. Make sure below-par cavity venting and cooling temperatures are not adding to problems. Use LED visible and UV flashlights to highlight dust and heavy deposits of oil and grease. (See Figures 7, 8 and 9)- Check that everyone is using approved/tested and regularly cleaned rubber or latex gloves to touch parts – and watch out for technicians, quality operators and materials handlers who are probably also touching dirty surfaces all the time, not to mentions their hair and face. Make sure everyone is wearing approved clothing.
- Check compressed air. It should be centrally dried and three-stage filtered down to 99.9999 percent DOP with a particulate retention of >0.01 microns, and bleeds should be automatic. Carry out mirror tests at exits to check for cleanliness and watch pressure drops across filters.
- Make sure that all materials being used have been validated. Everyone knows about avoiding the use of mold-release containing volatile silicone, but is the shop next door obeying the same rule? And silicone is not all: Many have been caught out by well-intentioned changes in packaging materials, recycling procedures, gloves, resin supply, etc., which have brought about new surprises of specks or fish-eyes. Carefully validate everything before changing.
- It may be necessary to brush parts after deionizing them on the decorating machine. Deionization and blowing for removing dust is less effective on particles of less than 25 microns, and mechanical removal means may be required. Ensure that any removed dust is extracted away and make sure brushes can be quickly replaced for preventive maintenance.
- Make sure any non-pigmented spray coating materials are filtered inline (three microns is best) and ensure hoses, pumps and pails are kept scrupulously clean (use new pail liners). Watch out for foaming, and try to avoid using the same line for both clear and matte coatings.
- Make sure parts do not remain exposed for longer than is necessary and remember that opening a polybag causes static electricity: run deionized air above the carton to neutralize as quickly as possible.
- Tooling for holding parts can quickly become contaminated and pollute the entire process. Make sure maintenance is preventive.
- Never skip scheduled maintenance.

Table 1: Control tests for contamination (according to need)
| Control test | Test for | Equipment | Examples |
|---|---|---|---|
| Adhesion | Migration interfering with adhesion | Crosshatch + tape test | 3M 616 tape |
| Air flow | Turbulence, positive pressure, booth extraction, air flow in drying | Anemometer | Dwyer |
| Air quality sampling | Airborne dust | Particle counter | Met One GT-521 |
| Compressed air filter pressure drop | Filter build-up | Manometers | |
| Compressed air outlet | Oil, condensation, particulates | Mirror | |
| Contaminated surfaces | Settled dust, oil | LED visible and UV flashlights | Ledlenser P7, Labino UVG2 |
| Pigment grind | Agglomerates causing specks | Grind gauge | Gardner |
| Relative humidity | Risk of higher static in low humidity | Hygrometer | Dwyer |
| Spray booth extraction | Blowback | Pressure drop gauge | Dwyer |
| Static electricity | Static build-up | Field meter | Eltex |
| Surface tension | Migration interfering with treatment level | Dyne liquids | UV Process Supply |
| Temperature | Possible undercure or solvent retention | IR thermometer | Raytec |
| UV lamp output | Undercure (tackiness) | Color-change labels, Disk | EIT Uvicure Plus |
| Whitening test | Solvent retention in coating | 60°C laboratory oven |
Table 2: Procedures and training to put in place (according to need)
- Atmospheric dust measurement and air flow monitoring.
- Check for uncured areas and shadowing effects on components (UV).
- Checks for static electricity and properly working deionizers.
- Cleaning cavities and suction cups at molding.
- Cleaning materials validation – rags, cleaning fluids, etc.
- Dust removal brush inspection and preventive maintenance.
- Floor, machine, and surface inspection and cleaning.
- Monitoring air filters and changeover (compressed air, air makeup, extraction).
- Procedures for tooling and part holder monitoring and replacement.
- Protective wear and glove rules.
- Recycled packaging rules, cleaning and inspection.
- Test for surface tension checks after treatment (flame, plasma).
- Validation of all contact materials (gloves, packaging, suction cups, mold release, etc.).
- Whitening test for solvent retention.