Advancements in the Plastics Joining Industry
by Jeffrey Frantz
Branson Ultrasonics Corporation

Clean joining technologies are proven in applications requiring superior aesthetics and rugged performance, such as this automotive tail light.
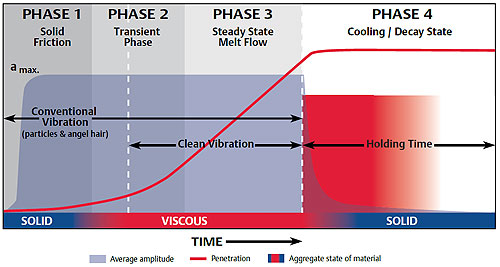
Illustration 1
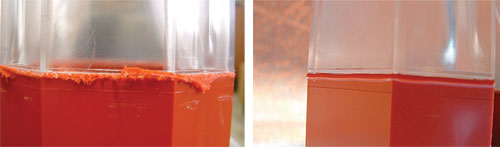
Illustration 2: Conventional Vibration (top) vs. Clean Vibration
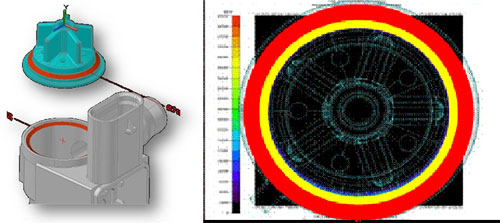
Illustration 3
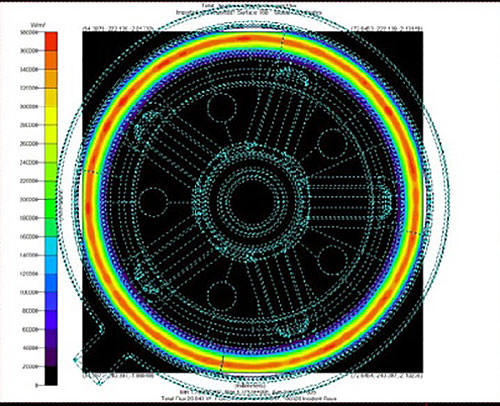
Illustration 4
Foil emitters embedded into a ceramic fixture offer substantial benefits over bulb emitters.
The plastics joining industry constantly is changing as the consumer marketplace evolves. This evolution has been visible with the ever-changing demands of the automotive industry as the need to remove weight, which, in turn, improves gas mileage and increases the amount of plastic in an automobile. New applications drive change in the industry that supports it, whether medical, business and consumer electronics, building and construction, packaging, appliance, home and personal, etc. The end users of the products and, subsequently, the companies that make them, continue to push the envelope. This drives innovation through the entire plastics industry. The following article will explore the more recent developments in plastics joining technologies.
Historical drivers of change
Before looking at what is changing today, let's look at an example of what drove change in the past. One particular driver of change and innovation that is well-known in the business and consumer electronics market is the inkjet cartridge. The initial demands of this application were quite simple: Print and don't leak. The print quality was adequate and, for the most part, it did not leak. The initial products were made of styrene and bonded with solvents. There were issues with applying the solvents, which caused occasional leakers so, to eliminate solvents, production lines were installed with ultrasonic technology. This produced a much faster cycle rate, while minimizing leakers and reducing costs of the consumable. As the product changed to olefin materials for cost and performance characteristics, it became difficult to seal with ultrasonics because olefins absorb, rather than transmit, the ultrasonic vibrations. The joint interface then was redesigned to incorporate linear vibration welding, which is ideal for olefins. The next generation of inkjet cartridges utilized high-temperature engineering resins for improved stability to maintain print head precision.
To offset the material price increase, previously used flash containment materials were removed. Since flash is a byproduct of vibration welding, it could no longer be used. Laser welding was selected due to its ability to weld the product flash- and particulate-free.
The same evolution of product and processes can be traced across a multitude of applications in many segments. In the early days of plastics assembly, ultrasonics and solvents were the only choices available. As parts became larger and more complex, innovation drove the development of vibration welding in the mid-1970s. As assembly requirements became more demanding and throughput more important in the 1980s, microprocessors became standard to improve results. The 1980s also saw the emergence of thermal assembly and spin welding.
Newer advancements in plastics joining
Today's plastic joining needs continue to challenge the industry, and the industry has responded with a variety of new advancements that expand the possibilities for plastics joining. This article reviews some of them.
Ultrasonic Welding
Ultrasonics continue to be the preferred technology in the industry. Microprocessors are faster today, with 1ms refresh rates being the standard. Higher end systems now have industrial PCs managing the weld process, while providing data collection, SPC and remote viewing/setting of the welder within a company's network. All of this provides faster and more precise managing of the weld, while supplying data for analysis and tracking of production parts. Pneumatics continue to be the primary choice for actuation as this technique is the most adaptive to minor part-to-part variation, but there has been an introduction of servo-based units. Even though studies have compared pneumatics and servo, there is no proof that servo actually produces better welds.
Vibration Welding
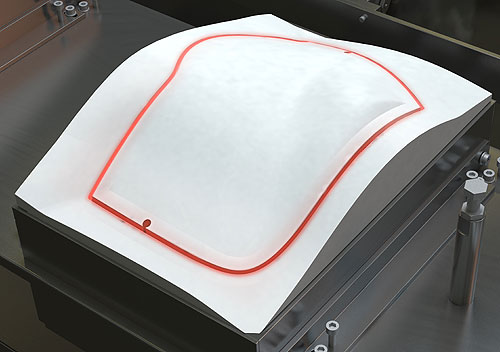
Vibration welding continues to be a mainstay in the industry, primarily in the automotive and appliance markets. However, the increasing use of low-viscous polymers, high-temperature formulations, functional fillers and the need for superior bonding have added to the complexity of the assembly process. Designers are demanding parts with particulate-free, visible weld lines, which provide design flexibility, part integrity and manufacturing efficiency in their products. One very recent technology advancement is a hybrid technology that combines vibration welding and infrared, known as Clean Vibration Technology (CVT). This technology combines an infrared preheat to the parts, followed by a traditional vibration weld. The process is initiated with the parts being loaded in traditional vibration welding fixtures.
Once the cycle is initiated, a ceramic fixture which houses a metal-foil infrared emitter that is conformed to the joint line of the two parts is brought in place at precisely the optimum position from the joint.
The emitters heat the joint planes; once plasticization occurs, the emitter is removed and the two parts are brought together and vibration welded. Illustration 1 (on page 31) shows the melt phases in both a vibration weld and an IR pre-heat vibration weld scenario. Notice that the CVT technique eliminates the solid state friction during the vibration welding stage.
The benefits to this technique include clean weld bead aesthetics and greater design flexibility. The clean weld bead (Illustration 2) is virtually free of particulates and "angel hair" that can undermine aesthetics, require downstream manufacturing to remove flake-off or compromise end-product performance. The improved aesthetics expand design flexibility, which allows designers more options as there no longer is a need to incorporate flash traps to capture particulate.
Laser Welding
Laser welding also is an emerging technology that has a multitude of opportunities in plastics joining. There are several different techniques that are being utilized, but the foundation of this technology lies in the ability of the parts to transmit and absorb laser energy. All of the technologies utilize a high-power laser source that is directed to the joint area.
To get the laser energy to the joint, one of the components must be transmissive. This typically is accomplished with a part that is clear or clear to the laser light as there are some additives that look clear to the laser, but pigmented to the laser source.
The mating part must absorb the laser energy. This typically is done with a pigment or filler. Carbon black would be the optimum choice; not many other options are available.
The laser also can be applied to the parts in a multitude of methods. Simultaneous Through Transmission Infrared (STTIr™) and Scan are the most popular approaches. As noted in its title, STTIr applies laser energy to the entire joint simultaneously. This heats up the entire weld joint and produces very uniform melting in the joint. The Scan technique does exactly as it sounds – it scans the laser energy around the weld joint. Multiple passes typically are required to generate enough heat to produce a melt. Both techniques produce a strong bond that virtually is particulate- and flash-free.
Laser is known as a clean joining technique that produces a weld that many consider to be the best in the industry today. Laser in itself is not new, as it has been in the industry for several years, but there is a significant new technology that has created more confidence and science.
This technology is known as "Ray Tracing." Ray Tracing is a method for calculating the path of light waves through a component. This technology has allowed application and optical engineers to predict the level and direction of laser light/energy transmitted to the joint/weld interface. This technology incredibly simplifies the development of the application and tooling for laser welding.
In the application shown in Illustration 3, a traditional approach would be to have the laser tooling contact the upper flange and direct the light to the joint. However, the angled surface on the upper part redirects the laser light away from the weld joint to the outer surface of the part.
Ray Tracing allows the tool designer to reposition the laser source to direct the light in the proper direction in CAD to optimize the concentration of light to the joint. Illustration 4 shows the laser redirected to the center of the joint creating the desired weld result.
Hot Plate Welding
A long-time basic technology – hot plate welding – also is seeing recent advancements. The fundamentals of this process are quite simple. The parts are held in fixture and brought in contact with a heated platen.
Once the joint interfaces are properly melted, the heat platen is removed and the parts brought back together to be welded. This technology has advantages that no other technology has; for instance, the joint plane can be contoured. In addition, it can weld long free-standing walls and the energy is applied directly to the joint. One of the major limitations to this technique is the heat platen wear factor. Periodically, the platen will have to be resurfaced.
Today's hot plate is being transformed to include a non-contact infrared technology. A medium-wave highly-positioned IR emitter is utilized to heat up the surface of the parts. The emitter wavelength is matched to the optimum absorbency of most plastics.
The benefits of foil emitters over bulb emitters include the following:
- Foil emitters emit infrared radiation from its surface. Glass bulbs do not.
- Over 90 percent of the energy emitted is radiated directly to the plastic parts.
- Reflectors are not required (which are dirt prone).
- Foil emitters do not require cooling.
- It has all of the advantages of hot plate, with the additional advantages of non-contact.
As time continues to pass, the plastics joining industry will drive innovation by making higher performing and more aesthetic end products for the end user. In turn, the industry will adapt current joining technologies or create new offerings to serve this dynamic industry.