Functional and Design Opportunities Using Physical Vapor Deposition and UV-Curable Coatings
by Jason T. Eich, Eileen Weber, Phil Abell, Kristy Wagner and Chris Mack
Red Spot Paint and Varnish Company

Day/night design is attainable by laser etching the PVD layer, then backlighting the UV + PVD coatings stack.
Different types of metal yield different color effects.
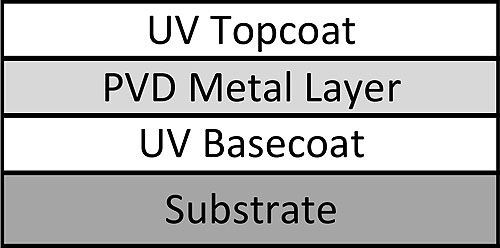
Table 1: UV/PVD system
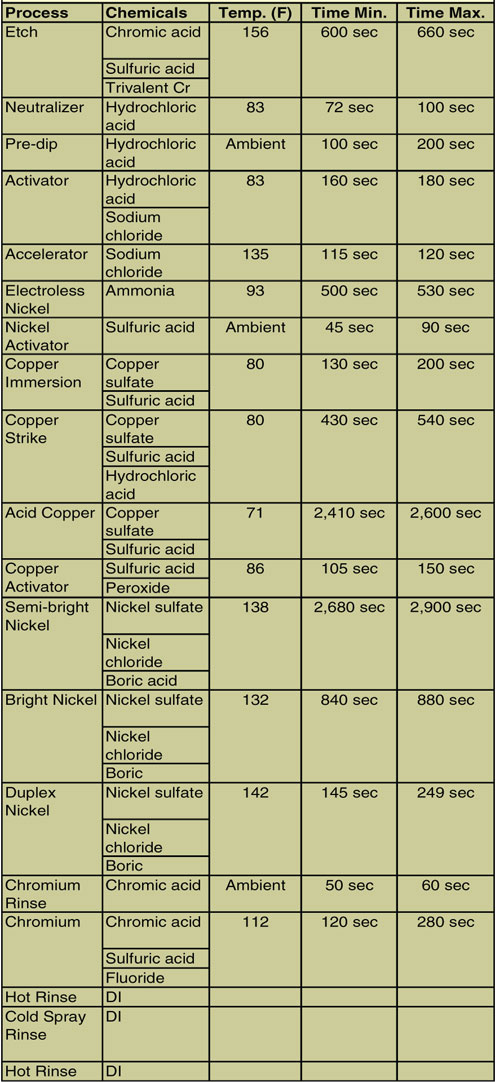
Chart 1: Electroplating Process Parameters

Chart 2: Specular reflectance
Interest in alternatives to electroplated chrome is expanding dramatically. Color and appearance effects are limited with traditional chrome electroplating, and successful "paint-on-chrome" applications are expensive and highly proprietary. Collectively, the automotive, home appliance and cosmetic markets actively are searching for alternatives with the appearance and durability of electroplating, but without the environmental side effects, appearance/functional design limitations and costs associated with this decades-old process.
"Chrome-look" processes and coatings for decorative and automotive lighting Physical Vapor Deposition (PVD) applications have been used in the UV-curable coating industry for over 20 years. As development of UV-curable coatings for PVD has progressed, so has the understanding of the process and its unique capabilities and applications.
This paper will address the advantages of PVD as a chrome alternative to include functional/design capabilities that either are cost prohibitive or impossible to achieve with electroplated applications, as well as describe some of the tradeoffs associated when using coatings systems as an alternative for chrome electroplating.
Overview of chrome plating
Chrome plating is a process that involves the electroplating of a thin veneer of chromium onto an underlying metal. Chrome plating can be classified as either "hard chrome plating" or "decorative chrome plating". Hard chrome plating is chrome plating that has been applied as a fairly heavy coating (usually measured in thousandths of an inch) for wear resistance, lubricity, oil retention and other "wear" purposes. Some examples would be hydraulic cylinder rods, rollers, piston rings, mold surfaces, thread guides, gun bores, etc. "Hard chrome" is not really harder than other chrome plating, it simply is called "hard" because it is thick enough for a hardness measurement to be performed on it. Hard chrome plating is almost always applied to items that are made of hardened steel. It is metallic in appearance, but is not particularly reflective or decorative.
Decorative chrome plating is sometimes called "nickel-chrome" because it involves electroplating nickel onto the object before plating the chrome (it sometimes involves electroplating copper onto the object before the nickel, as well). The nickel plating provides smoothness, much of the corrosion resistance and most all of the reflectivity associated with chrome appearance. Decorative chrome plating is exceptionally thin (measured in millionths of an inch). When you look at a decorative chrome-plated surface, such as a wheel or truck bumper, most of what you are seeing is actually the effects of the nickel plating. The chrome adds a bluish cast (compared to the somewhat yellowish cast of nickel), protects the nickel layer against tarnish, minimizes scratching and symbiotically contributes to corrosion resistance. A key point to remember – without a brilliant, leveled nickel undercoating, you will not have a reflective, decorative chrome surface. The actual process of chrome plating is shown in Chart 1.[1]
In addition to the length of the process, chrome plating is not environmentally friendly due to the use of hexavalent chromium. Electroplating was the US's very first categorically regulated industry. This means that all of the waste products from this industry – even very dilute rinse water – are, as a matter of law, regulated, even if the particular substance is so dilute that it is actually harmless. Legal obligations include permitting, pretreatment of waste water, hazardous waste manifesting, waste accumulation by permit and "cradle-to-grave" ownership of waste and byproducts. (EPA CFR431)
Despite the hazards of chrome plating, the end product is aesthetically pleasing. Consumers are drawn to bright finishes. When decorative chrome plating is processed properly, it is a durable product. When short cuts are taken, the end product can fail in the field. Finishers have been asking for a safer, greener, quicker alternative without sacrificing appearance and performance.
Overview of PVD
PVD is the deposition of a metal onto a substrate through changes in the physical state of the metal (solid to gas to solid). For most automotive applications, a very thin layer of metal, approximately 600-1000 angstroms, is deposited onto the basecoat layer. A wide variety of metals can be deposited, including aluminum, chrome, titanium, stainless steel, nickel chrome, tin, etc. The PVD layer can be deposited by a variety of methods, including, but not limited to, thermal evaporation, cathodic arc, sputtering, pulsed laser deposition and electron beam deposition.
The two more common methods focused on here are thermal evaporation and sputtering. Both are done in a vacuum, but the metals are deposited differently.
Thermal Evaporation is the deposition of a metal via thermal vaporization in a vacuum environment. The metal is in the form of a cane. It is placed inside a tungsten coil; the number of coils can vary depending on size of the chamber. Once the chamber is pumped down to a vacuum, the tungsten filaments are heated to 1200 degrees Fahrenheit (for aluminum), enough to melt the metal. The power to the filaments then is increased to roughly double the temperature, and the metal is evaporated. The metal then re-condenses on the parts in the chamber. This method mainly is used for pure elements, such as aluminum.
Sputtering is the deposition process where atoms on a solid metal target are ejected into a gas phase due to bombardment of the material by high-energy ions. The bombardment releases atoms from the metal target, which are deposited directly onto the part within the vacuum chamber. Metal thickness will vary, depending on the cycle time and power applied to the target. Both pure elements and alloys can be used with either method, but will be deposited differently. For elements, the final deposit is thermal evaporative and sputtering, but due to the method of deposition, the appearance can be slightly different. For alloys, with thermal evaporation, the metal with the lowest melt temperature will evaporate first and deposit onto the part. Rather than having a deposition of an alloy, there will be distinct metal layers. With nickel chrome, for example, nickel melts around 2,500 degrees Fahrenheit and chrome has a melting point around 3,400 degrees Fahrenheit. When thermally evaporated, the nickel will melt, evaporate and condense on the parts, followed by the melting, evaporation and deposition of the chromium: two distinct layers of metal. With sputtering, the metals will deposit at the same time to have a true nickel-chrome alloy.
UV + PVD as an electroplating alternative
The main target of the UV-curable coating development for PVD was to provide an alternative to traditional inorganic chrome with a layer system of organic and inorganic materials. This involves applying a UV basecoat on the substrate, followed by a PVD metal layer and, lastly, the UV protective topcoat. See Table 1
Design functionality, a benefit of UV + PVD: Day/night design in "chrome look" is attainable by laser etching the PVD layer, then backlighting the UV + PVD coatings stack. This technology also lends itself to a "chrome" daytime look, but with soft backlit colors for night time driving, e.g. a "hidden" display inside a metal-looking panel.
Wide range of appearances: PVD equipment suppliers are able to achieve numerous metal colors by using a mixture of various metals and gases within the vacuum chamber (see later section on limitations of color by PVD process). In addition, the top coat can be modified to provide a satin or low-gloss finish, which has become popular for interior automotive applications. Although this same color effect can be achieved by using a chrome plating process, the part first must go through a lengthy preparation process. Also, tinted clear coats can be formulated to achieve different design effects.
Consumer safety – flexibility: Applications that require physical flexibility have not been chrome plated successfully. Limitations in plastic design for chrome plating are associated with how the plating is attracted to the part and where the plating may have more tendencies to build up. UV/PVD may provide an alternative. One of the key limitations in this development is the flexibility of the PVD layer. Aluminum is quite flexible, but does not possess the integrity for exterior applications. Chrome and its alloys will work for exterior applications, but are rigid and susceptible to cracking on flexible substrates. To obtain the highest level of flexibility, coating and metal choices are critical. Consumer safety benefits include no change in substrate breaking strength when UV + PVD coatings are employed, no splinters or flying metal particles upon impact, etc. Potential applications include airbag emblems, overhead components, body security parts, etc.
Advanced functionality: RF transparent decorative PVD layers, highly non-conductive systems (>100 kO) for touchscreen displays, "hidden" antenna or sensor technology UV + PVD coatings also are suitable for capacitive or IR sensor technology.
Additional features of UV + PVD coatings: Suitable for pad or screen printing, gluing and realization of filigree surface structure (brushed effects) on plastics, as well as metal substrates.
Wide range of plastic substrates: Traditional chrome plating is limited to platable grade substrate (ABS and PC/ABS). Certain thermoplastics, like PA/PPE, cannot be chrome plated due to their duration in high-temperature baths (up to 140 degrees Fahrenheit for 11 minutes). With PVD, the possibility of substrate selection is opened greatly. ABS, PC/ABS, etc. does not need to be a platable grade material when used in conjunction with a good UV basecoat, and the temperatures duration generated during the process are much faster. Thus said, with PVD and UV processing, there still needs to be consideration of best fit of substrate to the process.
Environmentally friendly: Environmentally, there is no question that PVD/UV coatings are the better choice. With no hexavalent chromium exposure or disposal, no hazardous waste to report and full recyclability (due to the metal layer thickness in a nanometer scale), all work with UV-curable coatings to make for a much safer production environment.
Increased throughput: From applying basecoat until packaging of the finished part, the cycle time for PVD can be as short as 15 minutes. In contrast, traditional chrome plating can take up to 2.7 hours (dependent upon the desired chrome thickness).
Trade-offs to using UV + PVD
Challenges associated with the development of each of these layers and the processing of each are explained in the following paragraphs.
UV basecoat: The surface upon which the metal is deposited must be smooth and continuous. If it is not, the metal will not be reflective, leading to a dull appearance. This demands that molds must be maintained in optimum condition and polished regularly to ensure the surface of the parts are free from defects. Some parts are direct metalized; however, this requires a higher or more expensive grade of thermoplastic (substrate) to accomplish.
Furthermore, achieving adhesion of the metal to plastic can be more difficult than with a basecoat layer. It is a skilled art, and there is limited number of finishers with the knowledge and expertise to do this with consistent success. There are inherent performance limitations of a direct metalized system, such as less resistance to moisture (or a greater tendency to delaminate). Thus, the number of relevant applications for direct metallization to plastic substrate would be limited primarily to interior applications.
For the most robust system and for adequate performance of an exterior durable coating UV/PVD system, a UV-curable basecoat is necessary. A successful coating must have excellent adhesion to a variety of substrates, as well as be able to accept PVD metals. Chrome is more durable than aluminum and is preferred for exterior applications; thus a basecoat must be formulated specifically to PVD chrome metal. Due to chrome being a very rigid metal, many commercial basecoats that work well with aluminum may not work with chrome. Stress cracking is a very common failure mode if the basecoat is not formulated specifically for PVD chrome. Many thermal cure coatings lack the proper cross link density to be used with the more rigid metals.
Challenges to basecoat formulation include the following:
- Formulation of the basecoat must optimize its acceptance of PVD metal (adhesion), while avoiding stress cracking.
- Known paintability issues must be considered: adhesion for multiple substrate part design vs. paint Rheology vs. application method and orange peel, or lack thereof, for optimal smoothness and reflectivity (appearance), since the reflective surface exacerbates any flaws.
- UV-cure still incorporates residual heat due to a heated convection, IR flash or combination prior to the UV cure. Matching the type of lamps used (arc vs. microwave; stationary mounted vs. robotic cure) vs. energy/intensity requirements vs. heat sensitivity of the substrate all must be taken into account. Consideration of these in formulation influences the process window for performance.
PVD application: There are many different PVD application machines and manufacturers, to include Vergason Technology Inc., Mustang Vacuum Systems, Innovative Systems Engineering, Hartec/Oerlikon, Hauser Balzers, Leybold Optics, Automated Vacuum Systems, Kolzer, ISYS Inc., etc. These technologies each have different processing windows that must be optimized to achieve acceptable basecoat-PVD-topcoat system performance.
UV topcoat: To protect the metal, a topcoat needs to be applied. This can vary from a thin layer of in-chamber siloxane to a thicker thermal or UV-curable topcoat. The choice will vary depending on application and needed performance requirements. In some instances, there is investigation or proposal to not use a topcoat, whereby a very thick layer of PVD will be used. For exterior purposes, there are currently OEM-approved thermal, two-component coatings and thermal powder coatings on the market. However, these coatings are not a panacea. The 2K coatings lack both environmental and processing friendliness. Powder coatings are more environmentally friendly. However, not only do the long bake times hinder productivity, the high temperatures required to cure the powder will not work with most thermoplastic substrates. An ultraviolet-cured coating can satisfy both the environmental and process requests of the finishers and OEMs.
Although initial topcoat adhesion to chrome is relatively easy to achieve, maintaining that adhesion after humidity, water immersion, thermal cycling and weathering can be a bigger challenge. In order to balance proper adhesion to chrome and maximize abrasion-, scratch-, moisture- and chemical-resistance, it is imperative to find the balance formulation between too rigid to get adhesion and too soft to pass resistance testing.
The properly formulated UV-curable topcoat should pass gravel chip-resistance; resistance to various solvents and cleaners; humidity water soak; Xenon-accelerated weathering and at least two years of natural weathering.
In a direct comparison with chrome, PVD samples with a UV-curable topcoat show performance equal to decorative chrome plating. PVD has superior performance to hydrofluoric acid tests. Chrome plating has shown to have superior scratch-resistance to PVD; however, if the UV topcoat is compared to approved paint systems in the market today – 2K clear coat for automotive bumpers and fascias; thermal cure powder for automotive clear coats – differences in scratch-resistance are harder to quantify. The reflective surface exacerbates scratches in the topcoat.
UV inherently has higher crosslink density and hardness than thermal cure technology and can achieve better scratch and abrasion vs. thermal cure, but it still is difficult to match chrome plate scratch-resistance.
Processing techniques such as cure in an inert environment (like nitrogen) can minimize oxygen inhibition and improve hardness. This too is an exercise in economics because the added cost of creating an inert environment may not justify the added performance. On 3D parts, it typically is difficult to justify these economics vs. added performance.
Challenges to topcoat formulation include the following:
- "Darkening" or "Yellowing" appearance in the topcoat due to reflectivity. See Chart 2
- Achieving and maintaining adhesion after exposure/testing, especially with chrome
- Cost-effective performance
- Hardness and scratch-/abrasion-resistance due to organic coatings (PVD) vs. inorganic chrome plate targets. Key targets for the next generation of UV topcoat will be to achieve greater hardness and scratch-/abrasion-resistance to narrow the gap between coating and chrome plate.
Part Design: Part design needs to consider part paintability. From an application standpoint, sharp edges, deep recesses and location of parting lines can affect the success and optimization of the application (not only for paint, but also for the PVD process). Furthermore, as UV coatings are line-of-sight cure, both part design and part racking in relation to lamp configuration need to be considered to ensure adequate cure of the coating and avoid any areas of tackiness or uncured coating. Uncured material can have a negative effect in the PVD chamber, especially on pumps and in pulling the vacuum.
PVD sputtering deposition also is line-of-sight, so part design or movement of the part in front of the target may be necessary for covering and consistency of PVD thickness/appearance. Finally, the nature of the racking should be noted to consider that metal racking could interfere with the PVD process by arcing or attraction of the PVD metal to a particular area.
Substrate: A wide variety of thermoset and thermoplastic substrates can be coated with a UV basecoat to achieve a bright finish. BMC, PC, ABS, PC/ABS, PA/PPE and PC/PBT are commonly used plastics for exterior rigid and semi-rigid automotive parts. The substrate surface is critical to the film formulation process and for obtaining good adhesion of the basecoat to the substrate or for PVD to substrate in direct substrate-to-metallization applications. The substrate surface should be characterized to the extent necessary to obtain a reproducible film. Care must be taken that the surface properties are not changed by cleaning processes or recontamination, either outside the deposition system or inside the deposition system during processing. [1]
Challenges to substrate selection
Typical challenges of substrate for PVD are similar to other painting applications. For injection molding, it is important to choose a substrate with melt and flow characteristics that adequately match the part design and can mold in desired cycled times. Additionally, designing the part with sufficient gate height and width in relation to the overall part size is critical to avoid issues of low pack/hold or high stress where key properties or paintability could be compromised. Stress affects surface tension of the part – the more stress, the less paintable the part will be. It also should be noted that this may not manifest itself immediately, but may shorten the lifetime of the part and finish. Also, as it is economically desirable to recycle or to use regrind material, it should be appropriately managed as not to disrupt paintability or performance. In short, note the following:
- Substrate tooling and surface quality affect the appearance of the finished part as the basecoat may not cover all surface defects.
- PVD system flexibility (such as TPEE vs. PCABS) is a balance between a stable surface rigidity vs. structural flexibility. It needs to be rigid enough for the deposited PVD to stay aligned to keep the highly reflected surface, but flexible enough to not crack when flexed.
- Heat must be considered to avoid deformation of the substrate. Coatings with weathering requirements will need more UV energy and intensity to cure properly. This adds more heat to the substrate. If the surface deforms, the PVD film will become stressed, potentially causing failure.
Color matching and control
"The presence of pigments and colorants in UV-cured coatings can greatly impact the cure and subsequent performance of UV-cured coatings compared to clear coatings. The formulator must understand the output characteristics of the curing system, the absorption characteristics of available photo initiators and the spectral characteristics of pigments. Improper spectral matching of any of these parameters will result in reduced cure and performance." [2]
Some matting agents, when incorporated into UV, also can change the properties of cure. Thus, consideration for appropriate matting agents is required in formulation. UV coatings tend to be inherently lower in viscosity, resulting typically in lower sag points. When incorporating tints into the system, careful consideration must be given to formulation and rheology to ensure there is consistency of film build and no collection points. This becomes more of a challenge with complex 3D parts or when part designs incorporate sharp edges. Another challenge with tinting clear coats for PVD is the fact that the highly reflective surface easily will show any incompatibilities (haze) or poor dispersion of the pigment. It is important to incorporate proper tint dispersions to obtain the clarity and appearance of tinted metal. Typically, dyes would be considered ideal for such clarity, but dyes do not provide adequate light fastness and color stability to withstand the rigorous performance targets.
Finally as with any pigmented system, even pigment distribution and preventing flocculation or mottling is a challenge.
Conclusion
Demand for plastic products and alternatives to traditional electroplated systems continue to grow. Markets once driven by cost per piece and "green" or environmental concerns now are giving way to demand for functional capability. Physical Vapor Deposition, when combined with UV-curable coatings, offers design engineers an almost unlimited color and appearance palette, while simultaneously offering consumer safety and innovative functionality.
References
1. Mattox, Donald M. Handbook of Physical Vapor Deposition (PVD) Processing. Burlington, MA, US: Elsevier, p.71 (2010).
2. Obie, Ronald. Importance of Pigment and Dispersion Characterization for Optimum Cure and Performance in UV-Curable Stains, Inks and Coatings. RadTech Report. p.19, Issue 2 (2012).
Thank you to Jason T. Eich, business development manager; Eileen Weber, UV technology manager; Phil Abell, UV technology engineering manager; Kristy Wagner, UV senior chemist and Chris Mack, UV chemist, Red Spot Paint and Varnish Company, for allowing Plastics Decorating to reprint this article. The paper was presented at ANTEC 2014 as part of the SPE Decorating & Assembly Division sessions. For more information, visit www.redspot.com.