Discussion: Performance of Pressure-Sensitive Adhesive Tapes Under Different Strain Rates
by N. Pemberton-Pigott, G. Burger and D.A. Wasylyshyn
BlackBerry Ltd.
EDITOR'S NOTE
The following discussion refers to the Performance of Pressure-Sensitive Adhesive Tapes Under Different Strain Rates article found on page 20 of the October/November 2015 issue of Plastics Decorating.
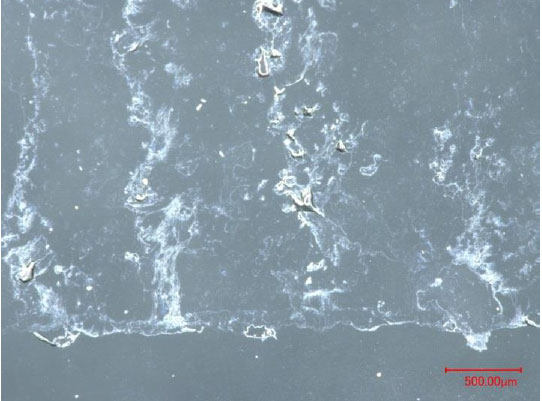
Figure 6: A magnified image of the freshly exposed glass substrate after a peel test. The failure mode was considered adhesive failure, but a higher power optical examination reveals a contiguous film and discrete islands of adhesive.
As discussed in Part 2 of the report, there is no consistent correlation between standard measured peel strengths of adhesives with their constant-load creep resistance when ranked by these properties. From Part 3, there was also no reliable correlation between measured peel strengths of adhesives with high-rate impact resistance.
We have seen that thickness could only be correlated to a slight performance advantage under tensile impact conditions when the foam core tapes were the subject of study. This is not unexpected, as these thicker tapes normally use compliant cores that are designed to absorb small impacts (both compressive and tensile). When tapes dont have such engineered layers in their structure, like Tapes A, F, G, H, thickness could not be correlated to impact performance. This suggests that the thickness range of these typical PSA tapes doesnt contribute to better impact performance, at least for relatively smooth surfaces. However, it is possible that a thicker adhesive may have more of a contribution, or may allow better adhesion to irregular surfaces, resulting in stronger peel strengths (to resist adhesive failure modes) and/or better impact performance.
The lack of correlation among the measured adhesive properties (i.e. creep vs. peel vs. impact) is not unexpected, since it is known that the viscoelastic response of the adhesive layer is rate dependent, [5], [6], [8] and the performance is also limited by the weakest link between adhesive strength and cohesive strength. [7], [8] If the cohesion failure within the core of the foam core tapes is discounted, the data here shows that adhesive failure is the dominant failure mode during creep which mimics assembly of mismatched parts.
For higher peel rates, such as during the peel strength tests or the impact testing, the adhesive material responds more elastically, effectively acting more rigid, [5], [6] which means viscous flow is minimized within the timeframe of the crack propagation as suggested by Andrews and Kinloch, where energy dissipation during failure increases with increasing peel speeds where plastic flow became minimal. [9] However, in that latter study the method used ensured that failure was through the bulk of the adhesive layer (cohesive failure mode).
If the full spectrum of peel rates is considered from low-to-high for a given pressure sensitive adhesive, it has been shown that the transition from cohesive to adhesive failure is directly corresponds to the transition of the viscoelastic properties from liquid-like to rubber-like. In fact, for very high peel rates, the failure shifts to a glassy fracture-type between the adhesive and the flexible carrier being pulled, and corresponds to the change in adhesive rheology from rubber-like to glass-like behaviour. [5] These correlations were reviewed by Sun et al. using schematics of the failure mode as well as compiled master curves of a single adhesive under several peel rates and temperature conditions. [7]
It is suspected that the work here produced glassy fracture for the impact testing on the glass and steel substrates, however it wasnt verified with fractography. In addition, the impact testing here was Mode I fracture, not the classic peel testing as done in Parts 1 and 2 for peel strength and creep testing. Therefore a glassy failure mode between the adhesive and the flexible substrate being pulled at 90° as described by Sun et al. would not be reproduced here. [7]
The lack of correlation between the three types of PSA performance tests here, namely low-rate creep, standard peel strength, and rapid impact tests, becomes clear in light of the other studies discussed above; Each given adhesive may be within a different regime of its viscoelastic spectrum (liquid-like, rubber-like, or glass-like) for each of the tests performed. It is interesting that for all adhesives except Tape K, the rate of peel even in creep testing resulted in adhesive failure, indicating that even the relatively slow rate of 5?m/min was fast enough for the adhesive to be within its rheological rubber-like regime. Conversely, for Tape K, the relatively slow creep rate resulted in cohesive failure, but the faster peel strength testing produced adhesive failure for PC and glass substrates, but cohesive failure for the other two substrates. This may indicate that 300mm/min represents the transition region of liquid-like to rubber-like behaviour for Tape K.
It is unclear from the work here why Tape B produces purely adhesive failures for the slow creep rates, but a mixture of adhesive and cohesive failures for the faster peel strength testing. The mixture of failure modes was seen during replicate testing runs of that tape on the different substrates. A possible explanation for some of the inconsistencies in failure mode is the fact that true adhesive failure may be difficult to attain or discern. For example, with the bare eye, or even low power microscopy, a post-tested substrate may appear clean and residue free. However, with more advanced microscopy techniques, one may observe a contiguous layer of adhesive residue present on the substrate. This means the failure may appear to be adhesive type, when in fact it is cohesive when they are more closely examined. This is illustrated in Figure 6, where Tape K appeared to have failed by an adhesive failure mode during a peel test when examined with the bare eye or low power microscopy. However, even with modest optical power, one can see there are blobs of adhesive scattered across the exposed glass surface as well as a slightly hazed film. This film is a thin, nearly transparent layer of persistent PSA left behind after the tape was peeled away. In this regard, a failure surface that may be considered an adhesive failure should at least be considered mixed due to the discrete blobs of adhesive, but is more accurately classified as cohesive failure due to the contiguous film.
This calls into question the concept of adhesive vs cohesive failure modes, since it may be possible to find traces of adhesive residue on a substrate using advanced microscopy techniques or FT-IR (Fourier Transform- Infrared). With this in mind, it may be quite difficult to identify any true adhesive failures from such testing. This can be the case here, where some of the determinations of adhesive failure, if examined more closely, may have a thin molecular layer of PSA left on the substrate, thus making them technically cohesive failures.
Tape E, with its foam core, also showed adhesive failures for slow creep rates, but some cohesive failures for faster peel strength testing, but this is easily explained by examining the tapes after testing; the cohesive failure was within the foam core, which is not represented by the rheological model of dynamic shear modulus that was discussed earlier. [2] , [5] , [6]
It is clear from the present testing that different adhesives have particular advantages depending on the rate of stress application, e.g. the best performing tapes were Tape A and B in static creep, Tape K in peel, and Tape D in impact. Thus, it is likely that it will fall on the designers to try and determine which tape is more appropriate for their design using a combination of experience, correlation-by-similarity and actual product level testing during the design phase.